MM2100のHOGIからESUMARUHIエスマルヒを巻くためのパイプの注文、これも、今まで手掛けたことがない製品だ。
パイプに2mmの隙間を作る件 ようやく見通しがついた。外径30φのパイプに2mm幅を切り取ったパイプ?原料はHDPE、当たり前のことだが、一般的にパイプの長さ方向に切り込みを入れれば、そのパイプが広がることない、閉じる、いわゆる“のノ字”になる。そういうチューブ?は、長物の保護や強化が目的で、何かに巻き付けるという目的でよく使われる、スパイラルチューブと同じ様な目的で、スパイラルチューブのようにいちいち巻き付けるのではなく、はめ込む、挟み込めるので、比較的真っすぐな場所に使われる。それが、巻き付けて開いては拙いわけで、閉じるというのは、目的に合致している。もっとも、開いていた方が挟んで閉じやすいので、開きの反対側に薄い部分を作っておいて開きやすいような製品も求められる、それは、はめ込んだ後、結束バンドなどで、何か所か縛る。
ということは、おいて置き、このパイプ?パイプの二か所に切り込みを入れて、円周の一部分を取ってしまう方法を採用している。一般的なプロファイルとして、LEDチューブランプの製造方法のように作る方法、もう一つ、実際にテストしてみたが、インサイドマンドレルに抱き尽かすように、内径規制でやる方法が考えられるが、引取がうまくいかない、バキュームをで引く抵抗に勝って、引き取るには、かなりの楕円になるようにベルトを締めなければならない、折角の隙間を無くすばかりか“のノ字“にしてしまわなければ引き取れない。
だから、パイプを切り取る方法で様々条件を変えて、最適を見つけようとしているのです。一例です。最初はこんな状態だが、二日後にはこうなるのです、条件によって、閉じ具合が違うでしょ。
この現場、インドネシアで最先端の仕事ができていると思う。彼らは、難しそうであっても、何とか引きけようという精神がある。そして、何とかする。もし、何とかできないようなら、私が何とかするから、彼らも私に登場させないように何とかしようとする。他の日系企業にも私の教え子はいるが、彼らがやりたい、出来そうだ、と思う仕事を引き受ける事ができない。責任者の日本人ができないからだ。彼らができない場合は、自分がやるから、自分たちのやり方でやって見なさいと、言える、日本人はいない。
最適 条件 根気
外径が30φ、もし、切り取っても閉じなければ、2mm幅をきりとればいいだけだ、そんな簡単にはいかないのが、私の作品だ。条件を変えて、何回かパイプを作って、方向に切ると、大体、4分の3の径迄小さくなった。それでは、30φにするには40φのパイプを作ればいいというこになった。そして、円周の4分の1を切り落とせば良い。これで、隙間の無い切り込みが入った30φのパイプができる。要するに90度を切り取ればいい。しかし、何回か、また条件を変えながら同じことをやってみると、平均的に、どうも、4分の3より少しだけ小さくなることが分かってきて、もとのパイプの径を適当に42Φにしてみた。また、小さくなって、2mm開けなければならないので、95度を切り落とすことにした。
そうした結果、28φの丸棒を差し込むと、大体2mmの隙間ができた。こんなことは、計算で分る筈だが、実際に確認はできた。ところが、話は、そう簡単ではない。先ず、条件を変えたいくつかのパイプを作る、作ったのだが、その条件とは、引取速度を3種類、(一分間に、0.6 0.8 1.0M)製品の厚さを3種類(0.9 1.0 1.1)その組み合わせで、9種類のパイプでトライをして、結果を見ていた。基本的には1.0の厚さの時に、2mmの開きなら、それより厚ければ、隙間は広がるし、薄ければ狭くなる。難しい話で、その時、28φの棒に抱きつかせれば、外径もに変化してしまうのです。
頭がこんがらがりそう、その上、分かったことがある。パイプ製造ラインで二か所にナイフを入れ、切り取る場合と、パイプを作っておいて、何日か後に切りとるのとでは、径が小さくなる割合が変わる、何日か置いた後の方が縮み具合が小さくなる、開きが大きなままになるということだ。日数が経つと歪が緩和されるのでしょう。
考えてみれば、当たり前のことだった。作ったばかりの時に求める長さに切ってしまうと、後で短くなてしまうので、何本か取れる長い状態で切っておいて、何日か後、一般的には1週間以上後に、求める長さに切る。重合が進み、分子が密になるからだ。硬さも増す。ということで、この製品も長く切っておいて、約一週間後に、スリットカットと定尺カットをすることにした。
なんだかんだ、やってみて、元のパイプは43Φ、肉厚1mmで、引取速度が、0.9M/分、2日後に96度の切り取りをする。ということにした。隙間のバラツキは±0,5に90%以上収まるようになった。量産になれば、肉厚のバラツキも、隙間の広いさに関係してくるので、隙間の交差を±1.0にというか、もしくは、仕様上差し支えなければ、0~3mmにしてもらおうと思っている。巻き付ける装置がまだできてきていないというので、公差を決めるのは、装置が入ってからになる。でも、やっとできてきた。
プラスチックパイプを50年以上作っていたが、パイプに切り込みを入れれば、“のノ字”になるのは、ゴク常識的だし、理屈に合っているが、製造条件によって、また、切るタイミングによって、何%、径が小さくなるかを検証したのは、初めての事だった。勉強になった。
そして、結論が出た。なんと、客先からのデザイン、ただ隙間が2mm程度のパイプは使いものにならないということだ。要するに、製造直後の段階、或いは、客先に納品された直後の形状が、、満足する形状であっても、その後の扱いによってどうにでも変形するということで、閉じてしまっては、或いは開きが大きくなっても、使いもにならないからだ。
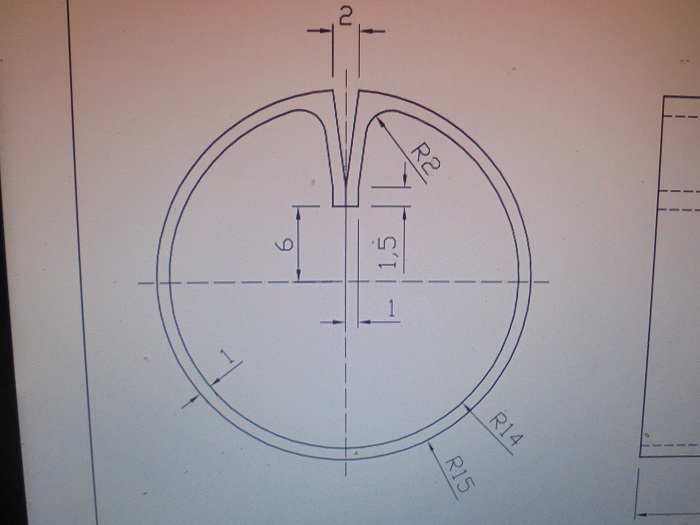
そして、これなら、大丈夫というデザインのパイプを示され、それを作ることになった。