2019年10月3日 (^_-)-☆笑われた 3911 昨日、間違って行ってしまった会社を訪問した。守衛に.スラマットダタン ラギ!Selamat datang lagi!また、よくらっしゃいました。と、言われてしまった。
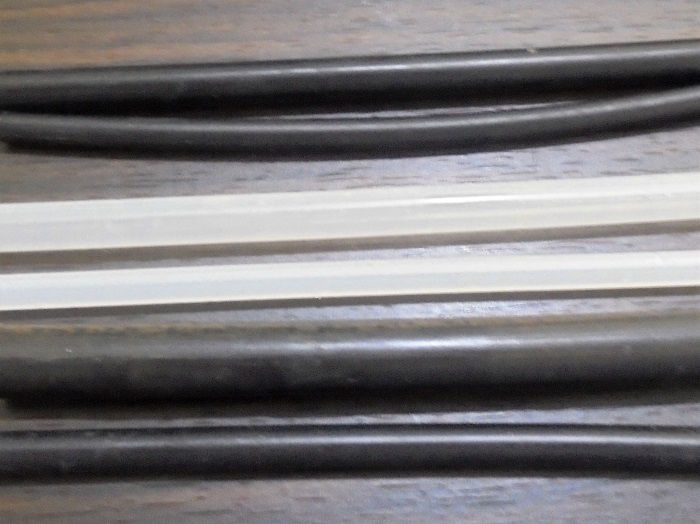
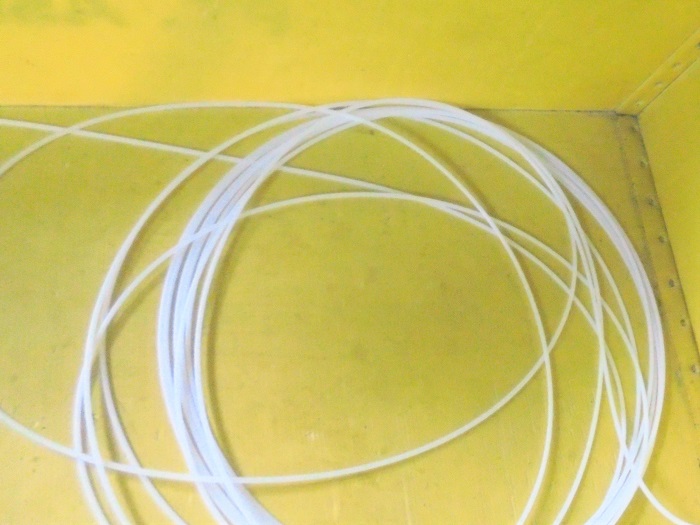
三次元曲げ加工をした金属パイプに緩々のチューブでカバーし、熱を掛ければ、金属パイプに密着し、保護の役をする。また、圧着端子とケーブルの付け根の保護に使われている。
製造方法に特許があるが、原料メーカーの話によると、その原料を使って作る熱収縮チューブには製造方法に関しては、特許の絡みを心配する必要はないという。チューブが溶融状態の時から膨らまして、2倍くらいの径のチューブを作れば、インドネシアなら自然の状態で10日ほど過ぎれば、100%近い架橋が完成する。それだけでできるという。水分で架橋が進んでしまう原料だという、中途半端に残した原料の保管が難しいらしい。そして、膨らませる方法が難しいそうだ。やってみようと思う。必ずやれると思う。また、初体験の仕事になる。
原料が売れているのだから、当然、日本ではこの原料を使って作っている会社がある。私にできないはずがない。
目標は、年内。2か月半だ。
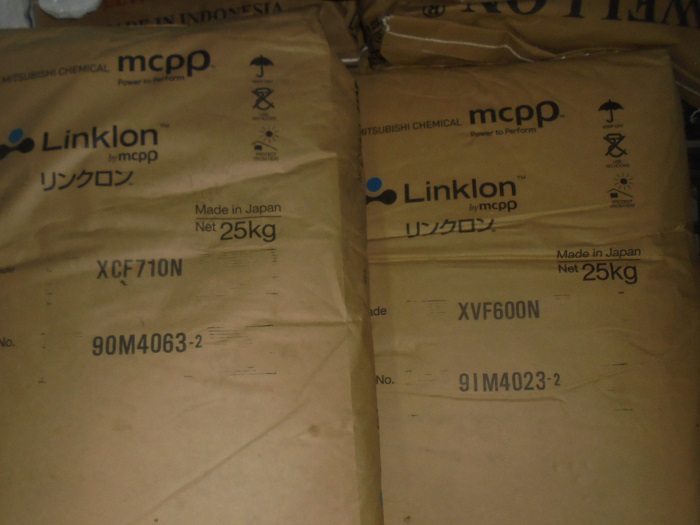
10月24日 (^_-)-☆リンクロン 3932 リンクロンって、何?知っている人いますか。シラン架橋樹脂のことですよ。そんなものシラン、何って言っている人いました。私は、一応、化学の出身なのでシランというわけではなかったが、浦島太郎だし、この原料は全く未知の樹脂だった。全く知らなかったし、この数週間、メーカーなどの説明、
「リンクロンは、成形後にポリマー中の活性シラン基が水と反応して架橋するシラン架橋性樹脂(ポリオレフィン)です。後架橋することで、熱的特性、化学的特性、機械的特性などが大幅に改善、向上します。電線用絶縁被覆材、給水・給湯用パイプ、床暖房用パイプ、太陽電池封止材等として使用されています。」
を読んでいましたが、結局、なんだか分からない。ま、原料屋からも、日本から輸入している企業からも、チューブを作って欲しいようなことを頼まれている?ので、この樹脂を使ってチューブを作ってみることにした。そして、今日、どんな樹脂かな?と、思いながら、流し始めてみた。オレフィン系らしいが、出てきた状態は、合成ゴムかエラストマーかの状態だった、バキュームキャリブをセットしたが、意味がなかった。素引きでしか流せないことが分った。
半透明のナチュラルの外観は、ちょっと、艶消し、手に入れていたサンプルと同じ表面だった。ところが、マスターバッチ状の架橋剤を5%混ぜてみたら、表面にブツブツが現れてしまった。これでは、製品にならない、温度条件やフィルターやスクリューのrpmなど、あれこれやってみたが、直らない。原料に限りがあるので、今日はそこまで、明日、catalyst添加剤を乾燥してから混ぜてみようと思う。
10月25日 (^_-)-☆続リンクロン 3933 昨日の続きの試作、原料の乾燥をして使ってみたところが、昨日の方がまだよかった。ブツブツが酷くなった。原因は何か、リンクロンだけなら外観はOKだが、架橋剤を混ぜると、ブツが酷くなる。ということなので、架橋剤の比率を少なくしてみることにした。5%から3%にしてみた。当然、ブツブツは少なくなるが、あることはある。問題は、その効果だ。架橋そのものが少なくなるのか、時間を掛ければ、架橋は同じ程度まで進むのか、サンプルで、ある程度時間をかけてチェックするしかない。元々、水分による架橋なので、大気中の水分だけで進行すると聞いているが、程度が分からない、水につけておけば、早いのか、お湯にすればもっと早いのか、それも、分からない。今、水の中に放り込んである。1週間ほどで効果、結果をチェックしようと思う。
10月26日 (^_-)-☆Try Lagi 3934 懲りずに今日も試作、昨日、乾燥して使ってみて、結果は、外観がよりひどくなった、その原料を使って、バキュームボックス用のキャリブを使って、前から水を出し、予備冷却をしながら、キャリブに通し、空気穴から空気を送り込んで膨らませ、キャリブの内側に密着させ、膨らました様態で外径が安定する可能性を追求してみた。外観が良くないのは承知の上だ。溶融金型の大きさ(溶融樹脂が出てくる大きさ)より外形は1,5倍くらいになるようにした。
とにかく、外径を出すために、キャリブの内側にバキュームを聞かせて密着させることは、樹脂が固まった状態でも柔らかいので、出来ない。それと、この種の製品は、出口から出てくる樹脂より大きく膨らませなければならない。インフレーション成形といって、プラスチックの袋を作る成形方法のようにしなければならい、と言われている。昨日も今日も、別の方法で、一応、製品を作って、水に浸けてあるが、矢張り、ブツブツがない製品を作りたい、残っている原料は10kgほどだ、分かったことがあるので、明日またね、ということにした。
なんだか、難しくなってしまった。液体でも構わないから、触媒だけを欲しい。
10月27日 (^_-)-☆Try again
そして、14時に会社へ、冷却金型のセットを変えたり、触媒を乾燥機から、出して、常温にしたり、空気の送り孔の拡張をしてから、スタートした。リンクロンXVF600NとLDPEのリサイクルと半々で混ぜて、LDPEの被膜ができることをもくろんだ。ただし、これは、スタート時の1kgだけだ。ノズルから出てくる樹脂の偏肉を直し、出方が、真っ直ぐになるようにした。1Kgの後、リンクロンXVF600N(元の原料袋に残っていた)と乾燥済みの触媒5%を混ぜて1kgを投入し、続けた。今日はブツブツがない。これで、ブツブツの原因が確定した。何%ほど、含まれていたかどうかわからないが、触媒の水分が原因だったことを。
客先から貰ったサンプルと全く同じ程度の艶消しになっている。ブツブツは解決した。
19時に会社を後にした。頭のフラフラは直っていた。
10月28日 (^_-)-☆再現チョバ 3936 今回の試作は、現在、会社がもっている、求められる製品寸法に近い製品ができるだろうという金型を使っているので、結果OKがでても、実際の生産の為には、それ用の金型を作らなければならない。また、送風量が安定するように、送り機構を改善しなければならない。まだまだ、費用と手間がかかる。製品と金型の見積もりを出したが、現在、輸入しているものとの価格と在庫の比較で、そのまま、輸入品を使うことになるかもしれない。そうなれば、今回の試作が無駄になってしまう?
商売の仕方に寄るだろうが、インドネシアで製造販売はしていない製品、いくつかのサイズを揃えれば、自社製品として、売りだせる可能性もあると思う。コルゲートチューブなどは、サイズをそろえるためには、億単位の投資が必要だが、この種のチューブなら1サイズ30万円位でできる。
13時頃から、また、会社、土曜日で現場は大勢に人がいる。また、チョバである。なかなかうまくいかない、問題は、吹きこむ空気の圧力が一定しないことだ。これは、現場のあちらこちらと共同のコンプレッサーでは無理で、専用の小型コンプレッサーを使うしかないと思う。ということで、何となく、一定しないが、良いとこ取りでサンプルはできた。
Heat Shrink Tube Material PT.MCPP
Silane crosslinkable polyolefin Linklon XVF600W XLPEtranparent grade Main component
Catalyst LZ013 catalysy masterbatch Cross-linking agent 5%
Try melting die size tube size
2,8φ×4.0φ 5.9φ t=0.5
2,8φ×4.9φ 8.0φ t=0.7
6.0φ×9.5φ 13.5φ t=0.9
11月7日 (^_-)-☆どうする?
ここ、一か月半ほど、試作を繰り返していた熱収縮チューブを依頼してきた会社の日本本社から購買担当の人が、この会社のISOの状態や色々な管理状態のチェックにやってきた。ちょっと前にも書いたが、私が購買担当なら、この会社の注文はしない、サプライヤーとはしない。管理システムが整っていないし、仮にシステムや書類などが整っていても、実行しているか、となると、大きな疑問だ。ということで、チェックに来られてもダメなものだらけで、仕方がないと思う。車関係に関しては特にそうだ。注文を出せないと言われても、それは、しかたがない。どうしても、注文を欲しいというわけではない。
それはそれとして、私に方は、原料メーカーの言う通りの工程で製造したチューブが熱収縮チューブになっているかどうかの方が重要で、サンプルを持って帰ってもらった。実際の電気炉に通してもらって、評価をしてもらうためだ。良い知らせを願うばかりだ。結果が良ければ、ちょっと前にも書いたが、この会社から注文が来なくても、インドネシア内でこの種のチューブを輸入して使っている会社や仲介している商社が沢山あるはずだ。輸入でなくて手に入るなら、取り扱う会社は沢山あると思う。
11月9日 (^_-)-☆ダメだった、どうする? 3948 熱収縮チューブ、原料メーカーから指示された、配合や膨らみ倍率、後工程の方法、時間に従って、サンプルを作った。最初、その通りの配合で作ったが、外観がまともに出来なかった。そこで、外観が良くなるように、原料の配合費や乾燥の条件をいろいろの組み合わせで、やってみて、まともな表面の状態にした。結構な時間と様々な条件を使った。そして、客先に提供できるサンプルを作った。渡すときに、収縮するかどうかは分からない、客先に処理結果を待ちますと伝えた。二日過ぎて返事がない。駄目だったのだろうと、判断せざるを得ない。
11月10日 (^_-)-☆カンボジャ 3949試作、条件を変えてやってみた。一応、後処理用の資料はできたが、悲しいかな、途中から、水が出なくなった、また、その内、停電にもなってしまい、がっくり、こりゃダメだ。仕方がないね、この会社のこの環境。16時頃からア18時でした。
11月11日 (^_-)-☆疲れか、体 3950
昨日の試作品の後処理状態をチェックに行った。約15時間経過のサンプルを採取した。今後何回か採取して最終は72時間とする。
11月12日 (^_-)-☆なんとか 3951 熱収縮するかどうか、炊飯器を使ってやってみた。収縮しなかった。架橋剤を通常の1,5倍ほど混ぜてチューブを作った。100℃ちょっとで溶けてしまう樹脂のチューブ、保温状態の炊飯器の温水に1昼夜浸けておいた架橋剤が混ざったチューブ、次に炊飯状態にした。温度が急激に上がり、ご飯が炊けて、炊飯スイッチが自動的にオフになり保温状態になる。開けてみると、チューブは柔らかくなっているが溶けてはいない。そして、チューブの寸法は小さくなっていないし、大きくもなっていない。そのままの寸法だ。柔らかくなっただけで何も変わっていない。で、架橋は十分していることは確認できたが、収縮チューブではないことも確認した。インフレーションの成型方法と同じで、出来ると聞いていて、こんな簡単にできるはずがないとは思っていた。
11月14日 (^_-)-☆できた!! 3953 炊飯器で実験、学生時代を思い出す。架橋が十分なチューブを短く切って、片方の端をヒーターに押し付けて柔らかくし、ニッパーで強く掴んで、平たくし、閉じた。チューブより2~3mm大きな内径のキャリブレーションダイに通して、方側から空気を強く吹きこんで膨らませるためだ。
その短いチューブを何本か、炊飯器に入れて、水をほんの少し入れ、炊飯をONにする。直ぐに、水が蒸発してOFFになり、保温状態になる。蓋を開ける。すると、閉じたはずの片側も、溶着したはずが、元のチューブの径に戻っている。そうか、熱を掛ければ、元に戻るチューブになっているのでした。
そして、念の為に、その膨らんだチューブを炊飯器に戻し、水をちょっとだけ入れONにし、直ぐにOFFになり、蓋を開けたら、元のチューブの径に戻っていた。サクセスを確認した。
そして、原料商社から、インフレーションの方法と同じように空気を送って膨らませばいいよ、簡単だよ、と、聞かされていなので疑うことなく、その方法にこだわってしまった。実は、この方法のチューブは、熱を加えれば、小さく成るどころか、大きくなってしまっていた。架橋させたチューブを膨らまさなければだめでしょ、と、聞いたときも、出口より大きなチューブを作ればいいと言われていた。
使用原料 MCPP 三菱ケミカルのSiane Crossslinkable Poliolefinシラン系架橋ようポリオレフィン
Linklon XVF600W XLPE transparent grade Main component
Catalyst LZ013 catalysy masterbatch Cross-linking agent 5%
この配合で、
1 縮んだ時に、なればいいなと思う寸法のチューブを作る。50mとか100mで巻いておく
2 炊飯器の保温の水温で24時間(もっと短時間かもしれない)後なら確実、架橋は十分だと思う。
3 巻き戻し機にセットする。内側の端に空気を吹きこむ器具を取る付けておく、回転するのでそれに対応するジョイントでなければならない。
4 巻き戻す引取機で巻き戻し、熱炉に押し込むように通す。熱炉は長さにもよるが300℃ほどで、1分かかるようにする。
5 熱トンネルから出たところで水に通して冷却をする。
2 熱炉には、求める外径より少し大きな、内径のパイプを通しておき、その内側に、チューブを膨らませて、押しつけるようにする。
3 30%ほど小さくなるように膨らませたらいいと思う。例えば、内径5φに戻したければ、内径7φくらいに膨らませれば良いと思う。
明日から、押出機を運転しない日曜日に、押出機のスクリューを抜いて、シリンダーを熱炉にしてテストをするため、内径10mmφなどの金属パイプを手配するなどして準備をする。炊飯器と違って温度調整ができるから、適正温度を見つけやすい。それに、温度勾配も可能だ。
11月15日 (^_-)-☆実験ができる 3954 ジャバベカ2に先月開店したばかりのACEへいってきた。ホームセンターだ。Plaza jababekaの中だ。何が目的だったかというと、金属パイプを手に入れるためだ。内径7φと10φだ。ジャバベカ、チカラン辺りに建材屋さんは多い、金属パイプを置いているが、一番小さいサイズで、13,5φだ。それ以上小さい物は置いてない。そこで、物干やカーテンレールで塩ビコーティングしたパイプなら、小さい径のものが有るから、それを使えるかなと思ったからだ。
ACEホームセンターだ。広い、何がどこにあるのか分からない。細いパイプがあるか、聞いた。無いと言われた。細いパイプを使っている道具を探した。タオル掛けとか、食器棚とか、ステンレスパイプが使われていたが、13mm以上だった。諦めずに探した。水槽売り場で、ジェックスの水槽があるかなと見ていたら、金属パイプを使った道具を見つけた。金魚すくいの網だ。外径しか分からないが、8~11φくらいだった。それを買った。また、そのそばのペットコーナーで、犬猫の爪切りをかった。製品の端のR取りに使えそうだったから。広いから、キャッシャーも遠かった。とにかく、これで、50Cmくらいの長さの熱収縮チューブを作るテストができる。明日の内に準備し、生産の邪魔にならないように日曜にテスト(実験)をすることができる。
今後、これをどうするか。私には分からない、とにかく、インドネシアで初?の熱収縮チューブはできるようになった。昔から“スミチューブ”有名ですね。製法は違いますね。
 |
 |
大体、架橋に関して、何のデータもない。そもそも、架橋が進んで、それ以上進まないという状態になったという確認ができていない。方法を知らない。
触媒が何%で、水温が何度で、何時間で架橋の進行が止まるのか分かっていない、例えば、触媒の5%で、水温が100℃くらいでなら、何時間で飽和になるかということが分らない。そういうデータを原料メーカーから貰えていない。
だから、それを、巻き戻しながら、拡径装置に乗せなければならない。100Mを作りたいなら、一定の内圧で、100mの端っこから空気を吹きこまなければならない。長物チューブを連続的に既定の製品寸法まで安定して膨らませるのは、百メートルの細長い風船を端から膨らませて制御する様な工程で非常に難しく、種々の製造パラメーターの管理が必要でその設備・方法には様々なノウハウが詰め込まれています、ということですね。
 |
日本へ向かう前に、社長や工場長に、試作を頼んであったが、駄目だった、と報告を受けた、その後、何もしていない。わたしは、直ぐに、私なりの装置を作ることにした。毎週、土曜日に、空いた押出機を使って予熱し、バキュームで引っ張ってみたが、安定してできなかった。そして、一つの閃きをした。断熱部分を厚くすることと、拡径の始まり部をテーパーにすることだった。それを実施した。
2020年1月27日 (^_-)-☆出来た
12時前には、終了、急いで家に帰り、洗濯などをして、会社へ、昨日準備して置いた試作に取り掛かった。試作は成功した。架橋済みの軟質PE(LDPE)の細いチューブを連続的に拡径(外径を大きくすること)することに成功した。元のサイズは4,7φ×2,6φを6,7φ×5,9φにすることができた。引取速度、予備加熱温度条件、バキュームの掛け方、いろいろなか所に私のノウハウが組み込まれている。今回はありあわせのC、Dieを使ったが、客先が求めているサイズは、外径6φだ。その為には、それに合った。C,Dieを作る必要があるし、まだちょっと、改善の余地があるので、一緒にやる。技術的には、全く、問題がなくなった。できた。また、インドネシアで初ができた。誰の物まねもしていない。というか、技術的な情報は全くない。自分独自のやり方だ。大きな企業なら、様々なライセンスを申請することでしょうね。
第二工程は、そのチューブの径を大きくし、約1.5倍の径にする。100m程度で巻き取った架橋PEチューブを引き戻しながら、拡径装置に通して連続的に大きくする。それを定尺カットするか、定尺で巻き取る。これが熱収縮チューブHeat shrink tubingを完成させる工程だ。
原料の調達、勿論、特殊だし、輸入だ。それも一種類ではない、触媒を含めて3種類ある。その配合比率の標準はあるが、その通りというわけでもない、また、その保存状態や乾燥条件も場合によって異なる。元のチューブが出来上がったところで、架橋を促進させる工程もまた、様々な条件がある。
巻いたチューブを巻き戻しながら、予熱しながら、拡径装置に通し方もいろいろある。条件はとにかく勘だ。温度条件、引取速度、ダイスの外径、バキュームの強さ、冷却水の量や温度、断熱の仕方、これらのすべてが纏まって好条件になったとき、製品が安定してできる。見て、触って、聞いて、感じる。
 |
 |
 |
 |
この時、もう一つの案が浮かんだ。現存の熱収縮チューブには断面が二種類あって、一種類は丸、もう一種類は平たく押しつぶしてあるものです。私が目指しているのは丸の方で、その方が、対象物に入れやすいと思うからだが、平たくていいなら、ロールで押しつぶしてしまえば簡単に出来そうだ。内径に少し空気を送り込んで、外側に熱を掛けて柔らかくして置けばいいだけだ。もし、この種のチューブを売り出そうとするなら、二種類の断面で径も小さい物から大きいものまで何サイズかを揃えなければならない。
 |
 |
 |
 |
2020年2月5日 (^_-)-☆今度こそかな? 4036 金型屋へもっていかないで、自分で金型の改善をした。それでトライ、今度こそ、うまくいったと思う。100M連続で拡径ができた。厚さも予定通りだった。温度条件を色々いじっても見た。
これまでは、自社で持っている金型でのサイズのチューブを作って、それを架橋させ、約1,5倍の径にした。それが、そのサイズでも熱収縮チューブの長尺物ができたということだ。金型を作れば、いろいろなサイズができようになった。その気になれば、何種類かのサイズを揃えて、エンドタとして、販売ができるようになった。
ただし、今回の話はある会社から持ち掛けれらた話なので、その会社が欲しいと思っているサイズのチューブを作ることから始める。そのチューブを持って行って、評価してもらい、買っていただければ、良いと思う。買っていただけなくても、私としては、出来たことで、満足。今迄の製品と同じことだ。
売り上げにつながるか、客先が使うかどうかは、製品を作れるかどうか以外の様々な、判断要素がある
2月7日 (^_-)-☆いくつの何々 4038 4.8φ×2.8φ t=1.0のチューブを6.0φに外径を大きくすると、内径はいくつ?肉厚はいくつ?になるでしょうか。計算は簡単ですよね。今は、中学何年くらいで勉強するのでしょうか。一つの方法は、チューブの肉厚部分の面積を=の左右にすればいいのですね。この計算の時、πは、何方にも同じようにつくので、計算するには省いてもいいですね。内径は4.56、肉厚は0.715になりますね。どうですか、まだ、ボケていませんよ。ということで、外径6φで肉厚が0.7という熱収縮チューブheat shrink tube(Tabung Shrink panas)を作るために4.8φ×2.8φの架橋触媒catalystをまぜた架橋Crosslinked前のポリエチレンチューブpolyethylene tubeを先ほど作った。
 |
 |
2020年2月9日(日曜日)
月曜日に作った架橋ポリエチレンの架橋がそろそろ充分だと思うので、径を大きくする工程をやった。薄い時の条件は、確立してあったので、その条件でスタートした、しかし、製品が厚いからだろうか、薄い時の条件では。バキュームが効かない、引っ張って大きくできないのだと思い、剪定温度を上げた。240℃だったのを、10℃ずつ上げていった。予熱温度も最終的には190℃迄、そして、キャリブの前は310℃迄上げて、やっと、6φ迄大きくできた。速度の点で満足できないが、何とか、出来た。連続してやってみた。結局、終わったのは、次の日になっていた。
径を大きくする方法は完成したと思う。いろいろな径の金型を作れば、いろいろな径の物ができる。今回は、外径6φで。内径が4,6と5、5を作った。
このチューブに熱を掛ければ、元の外径4.7φとなる。
熱収縮チューブの製造技術がインドネシアでも確立した記念日?かな。
 |
 |
 |
 |
 |
2月12日 (^_-)-☆ショリンクチューブ 4043 ハイレックスのケーブルコントロールチューブの一番中、ワイヤーが直接触れ、摺動したり回転したりするチューブを手掛けたが、その時の原料は、架橋剤、触媒を混ぜた原料が支給されていて、その原料を使い、ただ、チューブを作るだけだったので、ハイレックス社内で架橋工程を持っていて架橋を完成させていた。
だから、私は、架橋PEチューブの特性やその後の扱い方法などを知る必要は無かった。自分で取り扱う必要はなかった。支給された原料は、今まで使っていたHDPEと変わるところは無かった。取り扱いや成型方法も全く同じでできた。ただ、数量が多く、価格が厳しかったので、生産速度を上げることと、寸法安定性の相反することを、解決することに集中し技術を完成していった。その後、それは、インドネシアの大部分の車やバイクに使われるようになった。
さて、私が取り組むことになったのは、熱収縮チューブを作る事、存在や使っている場所などは、何十年も前から知っていたが、どうして作られているのだろうか、全く、知らなかった。知る必要もなかった。日本ではも、今までのインドネシアでも、問い合わせや依頼は全くなかった。
それと、前後して、ある会社のローカルの購買担当者から我が社の製造担当しに、こういうチューブを作れないかという話が来ていた。それは、何かと、聞いたら、熱を掛ければ縮むチューブだという。客先の購買も,こちらの製造担当も何のことやらさっぱりわかっていないようだった。私は、この種のチューブではスミチューブというのは昔から有名だったので知ったいた。
ところが、客先の購買担当は、何故なのか知らないが、原料メーカーからそれを作るための原料を入手して、他のローカルの押出成形会社に原料を渡して、試作を頼んでいるが、どうも、うまくできていないという。私は、皆さんに任せておいては、話が止まってしまうとお思い、原料メーカーを紹介してもらった。そして、降ってわいたように、ある原料メーカーから水架橋ができるからそれを使えば、熱収縮チューブができるという話を聞かされた。
そして、原料メーカからも必要としている客先を紹介してもらい、一緒に出掛けて行った。昔、卒業して就職た会社の株主の一社だった。どうしても。お手伝いしたいと思い込んでしまい、メーカーからの原料支給をお願いしたところ、快諾していただき、その後、現有の金型を使ってサンプルを作ろうとした。
しかし、最初、早とちりだったもしれないが、原料メーカーから、製造方法を聞いたときに、口金から出てきた溶融樹脂の内側に空気を送り込んで、径をそれより大きくすればいいだけ(インフレ―ション成形)で。それを架橋させれば、熱収縮チューブになると思い込んでしまった。そんな分けないと、少しだけ思ってもいた。
そして、膨らませたチューブを作って熱を掛けてみたが、収縮しなかった。当たり前だと思った。直ぐに、チューブを作って架橋させ、そのチューブの径を大きくしなければならないと悟った。最初からそう思えばいいのに、勘単できると聞いていたので、なるほど。簡単ということはそういうことかと安易な方で納得してしまっていた。
そして、元のチューブを作り、チューブを熱して柔らかくし、外径規制の為の筒の中に通し、空気を送り込み、筒の内側に密着させれば。もとめる大きさの外径になると目論んだ。これでうまく行くと、その装置を作った。一向に膨らまない、予熱温度をどんどん上げていったが、膨らまない、多少膨らんでも、均一ではない、空圧を増していったある瞬間、薄くなった部分が、破れて空気が噴出してしまった。こりゃダメだ。
考えを変えた、空気を送り込んでは、折角、予熱恩を上げても、結局、中を冷やしてしまうから柔らかくならないと思い、空気を送って膨らすという考えは捨てた。
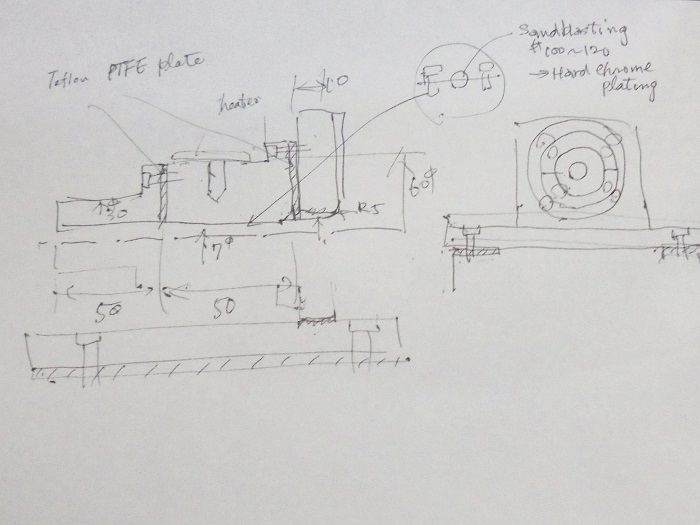
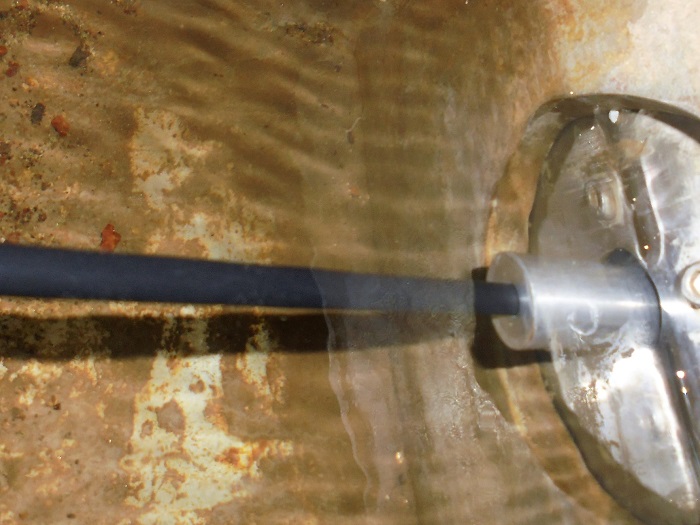
そこで、考えたのが、チューブを作るときに、大きめの口金から出た柔らかい樹脂をC,Dieの入り口に密着させ塞いで、バキュームで引っ張るやり方をすることにした。これは、小さなチューブを多きするので、一般チューヌを作るように、絞りこんで塞ぐことはできない。ということは、バキュームが効かないかもしれない。最初は、キャリブの後ろ側から空気や水が吸い込まれているが前は塞がれている、だから、後ろ側だけ、布などで押さえてやれば、バキュームが効くようになり、キャリブに一杯になれば、布は必要なくなる。しかし、柔らかくなった樹脂が入る場所を布などで塞ぐわけにはいかない。しかし、何とか、前から空気がはいわないようにしなければ、バキュウームが効かない。
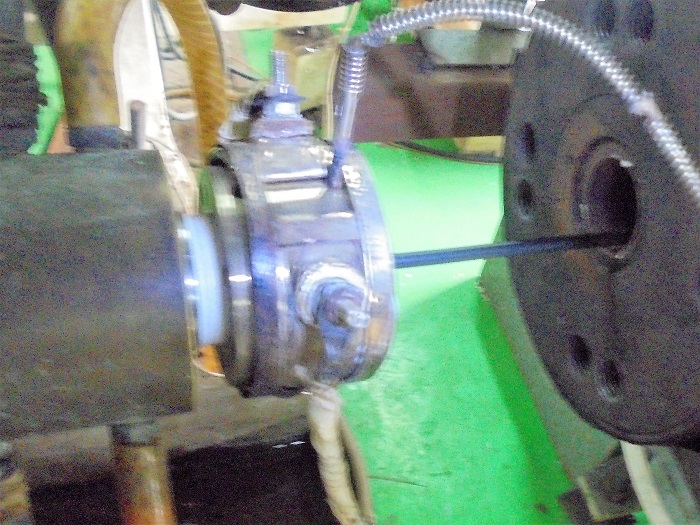
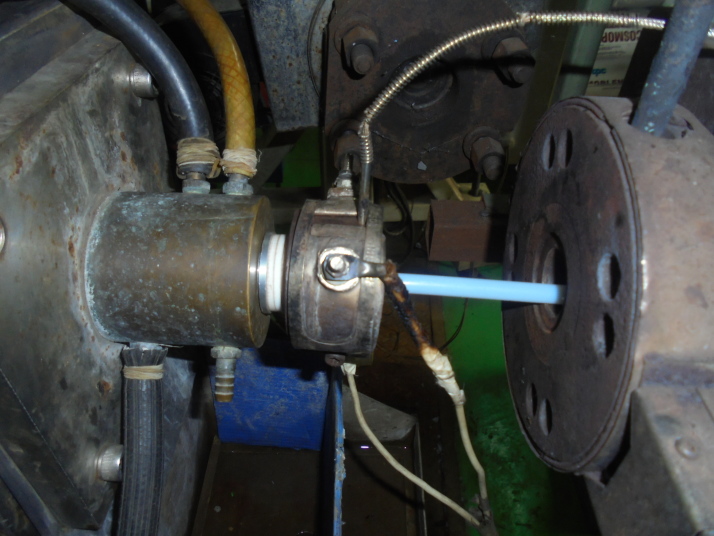
そして、考えたのが、成功した金型の構造でした。一般的なキャリブの前に、工夫をしたのです。写真の様にしたのです。これ以上細かいことは書けません。しかし、直ぐに成功したわけではありません。架橋PEチューブってどんなもの?どんな特徴があるの?全く知らなかった。そして、条件をいじってゆくうちに、特徴が分かってきた。形状記憶チューブで、限りなく徐々に柔らくなってゆく、トロット、溶けてしまうことはない、と、知った。
そして、条件を色々変えていったら、安定してバキュームが効くようになり。何メートルでも安定して膨らしたチューブが出来るようになった。客先がしている最適な内外径のチューブができると確信した。
その後、ネットでチェックすると、以下の様に書かれていた。話が始まったときに、ネットでチェックしておけばよかったと思った。
架橋により向上する性能は次の通りです。
原料ポリエチレンの有する長所
・軽い ・柔軟性がある ・耐食性に優れる ・耐衝撃性に優れる ・低温特性に優れる ・電気特性に優れる
(電気腐食を受けない) + 架橋によりさらに向上する性能
・耐ESCが向上する ・クリープ性能が向上する ・耐薬品性
が向上する ・耐熱老化性を向上する
要するに熱収縮チューブとは、形状記憶チューブを作っておいて、それを膨らませたチューブのことでした。熱を加えれば、記憶通りの形状に戻るということでした。
もう一つ、重要なことは、主原料がニ種類あって、同じ量を混ぜて使うこと、そして、もっと重要なことは、一度封を開けたら、使い切ってしまうのが条件、ということは、50Kg単位で使ってしまわなければならない、残しておいてはならない、もし、残しておくなら、水分が無いようにしなければならない。触媒を5%混ぜるが、これも、一度封を開けたら使ってしまわなければならない。いずれも、水分を吸ってしまうと、架橋が少し進み、その原料でチューブを造ると表面がちょっとざらざらして、外観が悪くなる。もし、それに熱風乾燥したら、もっと、架橋が進み外観がもっと悪くなる。だから、絶対、水を吸わせてはいけない。
粘着テープで封をしているが、繰り返し開けたり閉じたりしているので、次第に製品の表面上体が悪くなる。
一種類だけでトライしたとき充分できたのに。何故、二種類の原料を混ぜなければならないのか、私には分かっていない。一種類だけでいいなら25Kg使い切るだけでいいのにね。
 |
 |
 |
三菱ケミカルの水架橋原料を使って、熱収縮チューブを作るにあたって分かったこと。
Apa yang kita pelajari ketika membuat tabung panas menyusut( Heat shrink tubing) menggunakan air Mitsubishi kimia-crosslinked bahan baku.
1 一種類(XCF710N)の原料で、触媒は5%なら、25℃くらいの水に浸けておけば、5日で、架橋は終了する。
Satu jenis (XCF710N) bahan baku, jika katalis adalah 5%,Jika rendam dalam air sekitar 25 ℃, Dalam lima hari, pertautan silang Akhir.
2 もう一種類の原料では、触媒を7%にしても、架橋はしなかった(拡径をした後、熱を掛けても全く縮まず)
Dalam jenis lain bahan baku, Bahkan jika katalis adalah 7%, itu tidak Crosslink. (Setelah diameter ekspansi, tidak menyusut sama sekali bahkan jika panas diterapkan)
3 二種類50%ずつ混ぜた場合、収縮は、元のチューブと拡径したチューブの中間くらいの径にしか縮まなかった
Jika mencampur dua jenis 50%,Penyusutan menyusut hanya untuk diameter tengah tabung asli dan tabung diperbesar.
4 1で作った架橋PEチューブを拡径した後、熱を掛けると明らかに縮む、しかし、元のチューブと同じ径迄は縮まない。0、2~0、3mm大きいところで止まってしまう。ということは、戻したい径より、0.2~0,3mm小さい径のチューブを作って、拡径をすればよい。
Setelah pelebaran pertautan silang Tabung PE dibuat dengan 1, itu jelas menyusut ketika dipanaskan, Namun, diameter yang sama seperti tabung asli tidak menyusut. akan berhenti di tempat yang 0, 2 ke 0,3mm besar, karena itu, Dari diameter yang ingin Anda kembalikan, Buatlah tabung dengan diameter yang 0,2 ke 0, 3mm, lebih kecil
例えば、熱収縮チューブの外径が11φで、収縮した後に外径が9φを求められたら、最初、8,7~8,8φのチューブを作り、外径を11φに大きくしたチューブを作ればいい。
5 袋に注意書きがしてあるが、その通りだ。水分を含めば含むほど、チューブの表面がザラザラになってしまう。
Ada
catatan di kantong, Persis. Semakin banyak kelembaban
yang mengandung, semakin, Permukaan tabung menjadi kasar
6 架橋促進のために水に浸けるが、内径に水が入ると拡径の時の過熱が均一のできないので、水が入らないように両端を閉じておくこと。
Rendam dalam air untuk mempromosikan pertautan silang, Ketika air memasuki diameter dalam, karena overheating pada saat diameter melebar tidak dapat seragam, Jauhkan kedua ujungnya ditutup sehingga air tidak masuk.

. これらのことは、原料メーカーや熱収縮チューブを使う会社の為に、そして、インドネシア(翻訳がどうでしょうか)や日本のプラスチック押出成型技術者の参考になればいいと、公表している。ただし、拡径装置については、これからの私の客先のために、今は、公表しない。出来上がっているチューブの径を大きくする技術ですね。
 |
