
○ ペングリップ
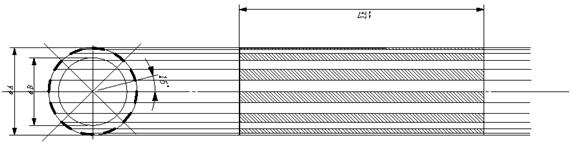
ボールペンの握りの部分、滑り止めようにエアラストマーの筒を差し込んであるボールペンは多いが、押出で線を載せるものは珍しい。 PSエラストマーとHIPSの写真、図面のような二色成形。
シンガポールのスタンダードボールペンのインドネシア工場からの依頼である。サンプルは日本製、よく出来ている。丸さも、筋の間隔も、先端切断のバリの状態もすばらしいものであった。 私は、二色成形をやったことがない、ましてや、エラストマーとHIPSの硬度がかなり違うのもやっとことがない。表面に筋状に載せるなんていうことは、見たこともなかった。エラストマーをどこからどんな特性を持ったグードを入手するか。しかし、頼まれれば出来ないとはいわない。客先には当然出来るといった顔をして相手に不安を全く与えない。出来ますと言って、見積もりを出す。
何の参考書もない。手本もない。溶融金型をどうするか、そのためのヒーターは何処へ頼むのか、冷却金型はどのスタイルを使うのか、分かっていること、決まっていることは何もない。
無い無い尽くしで、注文が入ってしまった。試作品納期は3ヶ月。
ペングリップ
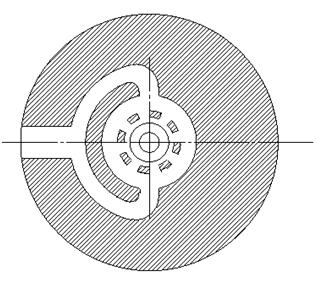
1 金型
思い浮かんだのは図のような形、直接隙間に入れるのではなく、上下に方向に分けてそれを隙間に向ける。これでいいのかどうかは分からないが、そうした。直接なら反対側へ樹脂が行きにくいと思ったからである。
実際はこれでも隙間へ均一に樹脂が入らなかった。結局、隙間を広くしたり狭くしたりして、調整をした。最初、使うエラストマーが決まっていなかったので、エラストマーを試すたびに修正をした。かなり厄介な仕事だった。本当は使う樹脂を決めてから、金型の修正をすればいいのだが、多くの場合、なかなか決まらないことが多い。
これとは別の話しだが、着色製品の場合でも複雑な形の製品になると、色が変わるたびに金型を直さなければならないことがある。何色も同じ形でやる時に、金型も何種類か持たなければならない時がある。
2 原料
ベースの樹脂については何の問題も無いが、問題はやはりエラストマーの方。
インドネシア国内の混練り屋がサンダルなどの原料をサントプレーンにタンカルなどを混ぜて、作っていることを聞いて、サンプルをもらい試作したが、外観でNGだった、そのほか何社かのエラストマーを試した、中には硬度、外観もOKだったが、客先へもって行ったら、自動両端仕上げ機に一本ずつ落とす時にくっついてしまって、二本以上が落ちてしまう。エラストマーがくっつきやすいのだ。また、両端面取り行程でエラストマー部分だけがバリのようになってしまって、商品価値が無くなる。
どうしようもなくなり、日本のクラレに聞いた。クラレの原料がペングリップのカバーに良く使われているということは知っていた。 商社を通して、これならいいだろうという樹脂を取り寄せて、トライしたところ簡単によいものが出来上がった。客先の承認も得ることが出来た。ただし、価格はインドネシアで入手する場合の10倍だった。使用原料がわずか2%なのでそう響かなかったが、やはり今後の入手が厄介である。
3 冷却金型
エラストマーを密着型でしごいてしまえば、ふくらみが無くなり、艶が出てしまい、滑り止めの役割が減ってしまう。かといって、なにもしごかなければ丸くならない。その中間を取った金型設計にした。引落率も1.5倍にし、スムーズに金型に入るようにした。
これですべてOKになり客先の承認をえて、ボールペンも内の製品を使って出来上がった。
4 まだ問題
これで、全てがOKで問題なく生産ができたかというと、そうでもない。流す毎に微妙にエラストマーの幅が違った。メイン樹脂を先に出してしまうと、エラストマーの通り穴に逆流してしまい、あとから、エラストマーを流しても均一にでてこなくなることが分かった。エラストマーを先に出して、均一に出ることを確認してから、メイン樹脂を流し始める。均一かどうかは、ノズルから真っ直ぐ出るかどうかである。
インドネシアスタッフに金型の組み方、製品の立ち上げの仕方、製品検査のポイント何よりも、金型のメンテナンスについて十分の教育を必要だったことは言うまでもないが、分かってもらっているでしょうか。
余談だが、インドネシアでゴルフをするにはスコアーを書くために筆記用具が必需品である。一般にはボールペンを用意する。そこで、ポケットの底に届かない程度の長さのボールペンが重宝され喜ばれる。自分でグリップ部の長さが調度良い75mmに切って、スタンダードボールペンで作ってもらった。仲間にそれを配った、大変評判がよく、皆さんに喜ばれた、写真のボールペンである。