2019年4月
押出成形の実態 1 とにかく、自動化ではない、作業標準はあるが、目安に過ぎない、立ち上げから、製品にするまで、すべて、その人の腕にかかる。いや、金型のデザインを決めるところから、製品が一応でき上って、それを後加工するまで、もっと、梱包、出荷まで、勘と実行が必要だ。 思い付きに頼ることが重要だ。そして、残念ながら、勘が良い人、それを、すぐ実行できる人、器用な人がこの仕事に向いている。向いていない人の方が遥かに多いと思うので、出来る人が少ない。
勿論。金型の製作から始まるが、その前、金型のデザインをどうするかだ。例えば、原料がHDPEで、1mm厚で、10mm幅のテープとも板とも言えるような製品を作るとしよう。先ず、溶けて出て溶融金型の口金の隙間の形状をどうするか。引き落とし倍率を幾つにするか。製品の大きさに対して、幅を何倍にするか、1,1?1,2?1,5?2,0?どうしましょうか。使う樹脂によって違う。この場合はHDPEfだから、どうするかですね。1,5倍から引き落とすことにしよう。そして、隙間を縦横全て1.5倍にすれば、1,5mmと15mmになる、それだけでいいのか。良くないですよね。真ん中が厚く出て、両端が薄く出るでしょう、また。真ん中の厚さを1mmに調整した場合、幅は10mmにはならないでしょう。そして、両端の厚さは1mmにならないでしょう。
それなら、どうするか、真ん中が厚くて両側が薄いなら、膨らむように上下がRになっている、それなら、逆Rにして、真ん中を狭く、両端を広くすればいい。問題は、そのバランスだ。完全に、上面、下面がまっ平らに出てくるようにするのは、難しい、温度条件、使用押出機、速度によっても出方が変わるからだ。それでは、どうするか、その口金の後に、まっ平らな隙間の金型をも一枚付ける、か、どうしようか。こういうことが思い付きですね。
冷却金型での入り口隙間の形状を製品と同じ隙間にして、おけばいいかもしれない、ただ、しごくだけではなくバキュームで引っ張ればいいかもしれない。それとも、交差内であれば、多少膨らんだり、へこんだりしていても、使用上、差し支えなければ、単にアルミのプレートに、水が少しだけ前からでるような、製品形状より、ちょっと大きな隙間(素引き)を作っておいて、そこを通すだけでいいかもしれない。一般的に、S-PVCチューブやテープのようなものは、これで十分。ところが、HDPEはそういうわけにはいかない。そんな冷却方法では、形にならない。じゃ、どうする。バキュームで引っ張るか、それなら、チューブを作るようなキャリブレーションダイにするか、プロファイルを作るときのようにブロックにするか、そして、その製品が密着して通る隙間の大きさをどうするか、製品より縦幅を0.何ミリ大きくするのか。横幅は何、何ミリ?製品の収縮を予想して決めなければならない。


焼き場で金型を焼くというより、樹脂を溶かして金型から離す。55年間、同じ方法です。樹脂の話し方も上手下手がある。これにも、コツがある。とにかく、金型を焼けばいいというものではない。電気炉やガス炉で樹脂を綺麗になくす方法もあるが、一晩,余裕がある時しか使わなかった。停電になれば、大活躍になる。
押出成形の実態 2 口金の形状が決まった。冷却方法、冷却金型の形状や金属材料が決まった。そして、一つのセットとして、近くの鉄工場で作ってもらう。図面通りにできていればOK、それらを使って試作をする。温度条件は、シリンダー1からダイス2まで、いくつかのセッティング場所がある。樹脂によって、その押出機の設定温度条件は示されているので、その温度にする。
温度が上がって、増す締めをして原料をホッパーに入れて、スクリューを回し、原料を送る。口金から出てきたときの樹脂の出具合をチェックする。同じ品番でもロットによって、MIが違うし、使う押出機によっても粘度が違う、まったく、勘の世界、見て,触って、掴んで自分が良しと思う粘度になるよう、温度を調整する。もう一つ重要なことは、出てきた樹脂が左右に曲がっていないか、そして、上下が平らになっているかだ。曲がるということは、左右の厚さが違う、平らでなければ、溶融金型に全体を同じ力で密着させることができない。
次に、その樹脂を掴んで、冷却金型に通し、引取機まで持ってゆく。引取速度も勘で設定しておく。HDPEの場合、これが難しい、溶融樹脂が素直に伸びないからだ。掴んだ温度感覚が200℃前後の設定にしては熱く感じるからだ。一人で、3M位離れた引取機まで持ってゆくことができれば、このことに関しては一人前だ。普通は、二人でこの作業はする。
その前に、水槽内の水位を望みの高さにする。最適な高さが、ある。それを分かっていなければならない。バキュームを聞かせておいた方が良いか、聞かせない方カモ、その人による。
製品の大きさに合わせて、閉め過ぎないように、緩めすぎないように、引取機の締め具合を常に気にしながらの作業になるが、引取速度をそなままに、スクリュー回転を徐々に上げて、冷却金型の入り口をほとんど塞ぐようにしがら、水槽を口金に近づけてゆく、既に、製品形状か求める形状に近くなっている。そして、冷却金型を溶融樹脂が塞ぐように、密着させる。製品の表面はどうか、筋や凸凹はどうか、つやはどうか、外回り全体が、同じ力で密着していなければならない。エアーギャップを調整しても、密着強さが違うなら、口金を修正しなければならない。ここでも、勘が必要。一旦停止だ。
表面がきれいになっているなら、そのままで、製品寸法をチェックする。厚さ、幅が求める寸法になっているか、ちょっと、違うだけなら、公差内に入っているか、確認する。全体が少し、大きかったり小さかったりする場合は、速度を変えたり、エアーギャップを変えたりすれば、0.1mmくらいの調整は出来るかもしえない、0,2mmくらいもできるかもしれない。腕が物を言う。もし、どうにもならなければ、冷却金型の内側(製品通る隙間)を改良しなければならない。大き過ぎる場合は、作り直さなければならないから、厄介だ。ということは、最初の寸法を、少し小さいかなと思う程度にしておくことがコツ。
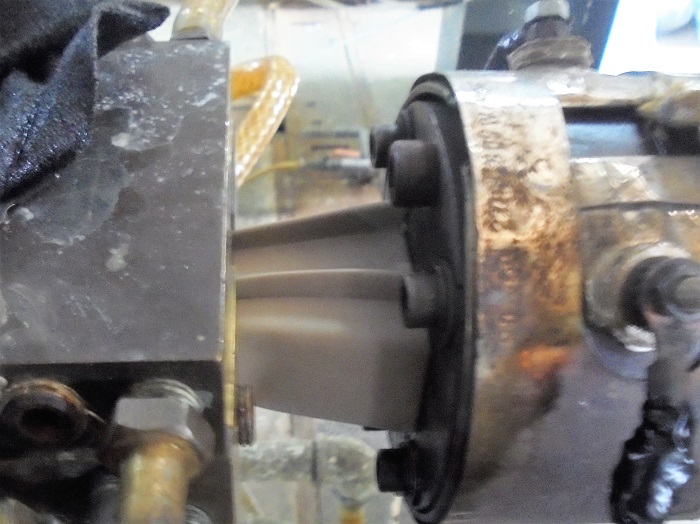
この写真のように、エアーギャップair gap英語的に正しいかどうか知らないが、50年以上前から、何となく、言いだした。溶融金型と冷却金型の距離を、勝手にこう言っている。運転記録にも温度条件や引取速度などと共に、この項目を設け、何mmと記録を取っている。
冷却ブロックは、水槽の前に取り付けているもの、中に取る付けているもの、ほとんど、くっ付いているもの、いろいろですね。出来るだけ、長時間、安定して製造できる状態は、製品ごとに違って当たり前。人によって違うし、日によっても違っていいのです。それだけ諸々の条件が、そのたびに違うのです。
押出成形の実態 3
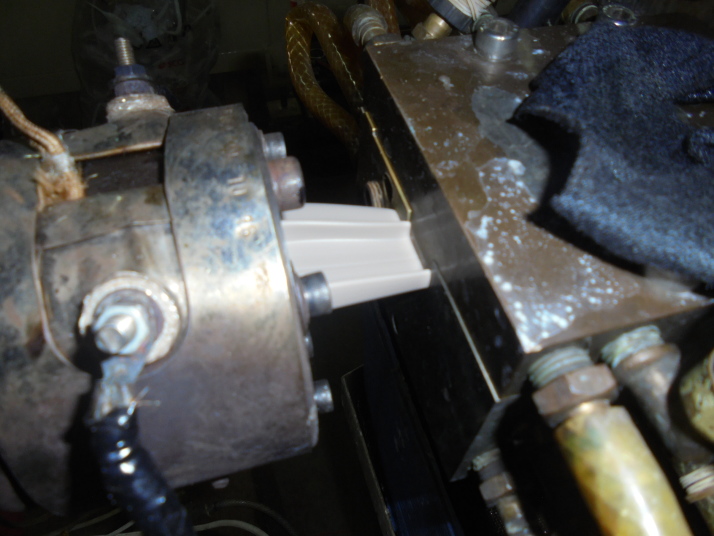
製品の断面寸法は、公差内に入っているから、一応、OKだが、ぎりぎりだと思われる場合は、冷却金型を修正するか、溶融金型を修正しるか迷うが、直ちにどちらかに決める、勘で。幅を修正する方が、修正%が少なくて済むので、冷却金型の内幅を広くしたり、狭くしたりする方を選ぶ。もう一つ、製品が上か下に反っている、或いは、左右に曲がっている、左右に厚さの違い、金型内の冷却温度の違い、その後の水槽に中での冷却速度の違いが原因だ。公差に入っているが、製品そのものの肉厚の微妙な違いを修正するか、物理的に水槽に中で、逆方向の曲げて治す。写真のこの製品は、水槽の中だが、上に持ち上げて上に反らせ、水からだしてしまっているす、向こう側にも曲げている。これで、真っ直ぐになるのです。程度は、結果を見ながらの勘ですね。
また、この製品を巻き取るにしても、切るにしても、何日か後迄、縮み続ける。一週間後に落ち着くとして、何%短くなるかを予測して切る。100M巻にするとしたら、105Mで切るとか、安全をを見る。自動カッターで、ラインで切ってしまうなら、例えば規格が500mm-0、+5mmなら、508mmできるとか、縮んで公差に入るようにする。
とにかく、樹脂によって、大きさによって、厚さによって、使うラインによって、偏肉具合によって、日本なら季節によっても、それぞれに適した成形方法を、編み出さなければならない。
人によって、向き不向きがある仕事だ。向いている人は、非常に少ない。そのことを、理解する人はほとんどいない。
知っていますか、引取機のロールやタイミングベルトのようなもので押さえて引き取るが、押さえ具合で、引取速度が変化するということを。スリップしては、引き取れない、押さえすぎれば、ベルトやロールを消耗しやすいし、製品が変形をする。適切な強さで締めなければならない。製品の検査を終えて、OKになり、製品をとり始める。その後、引取機を見て、ちょっと閉め過ぎかなと思い、緩める、緩めると、速度は上がる。すぐには変らない、変るのは、冷却金型にその時入った時からだから、内の場合は、4Mくらい向こうからだ。その変化に注意できない人は、その後、次の検査の時まで、不良品を作り続けることになる。弱いかなと思って、ちょっと強く締めた場合は、その時から製品がちょっと大ききなる。
押出成形の実態 4
そして、ここは、日本ではない。手に入れたいものがない。
塩ビの一般グレードはインドネシア国内で作っているので、何とか、国内調達ができるし、商社にも在庫を置いてある場合が多いので、100kgくらいの少量でも入手できる。しかし、私が扱うような、オレフィンやエンプラで押出用、その上、特殊な添加物、配合物を必要とする原料は、海外から入れるしかない。
こういう前提だが、その原料手配の事情が変わってきている。結論から言うと、日本からの輸入は高くつくので、日本から輸入する必要が無くなってきている。
10年以上前には、求めるグレードは日本にしかなかった、と、思い込んでいて、他の国のメーカーについて、調べることもしなかったし、仲介の商社も日系にしか声を掛けていなかったので、彼等も日本のメーカーにしか声を掛けなかった。
ところが、2010年ころから、日系の商社ではなく、韓国や地元の商社と知り合うようになり、その結果、日本以外の国でも、特殊なエンプラを扱っていることを知るようになり、何も、日本からにこだわる必要がないじゃないの、という心境になってきた。
アメリカ、ドイツなどの欧米、サウジアラビア、中国、韓国、シンガポール、など、コンビナートがあってナフサなどから各種プラスチックを製造しているメーカーも在れば、もっと、広い範囲で、それらの会社の営業所や倉庫があり、日本でしか手に入らなかったような特殊グレードもほとんどあるようになってきている。だから、日系の商社に聞けば、日本からでなく、ほかの国のメーカーから該当するグレードを捜して来て、これはどうかと、聞いてくるようになっている。特性表や安全シートなども、ネットでチェックできるようになっているし、非常に選択範囲が広くなっている。
韓国系や日系の商社は、価格もさることながら、倉庫に在庫をしておいて、小出し、というやり方を嫌うし、支払い条件も前払いが多い。そこへ行くと、インドネシアの商社は、一か月後の支払いもOK。フォーキャストを出しておけば、在庫を準備してもらえる、そんな環境だから、購買のインドネシア人担当者もインドネシア系の商社に頼むようになるのは、当然になってきている。私としては、彼等から、こんな原料を見つけたが、使えるか?と聞かれるケースが増えてきたと思う。
“引き落としとエアーギャップ”って、何の事?分かる人は、0,1%もいないでしょう。一般的に、私がやっているプラスチックの押出成型を“溶融押出し”という。溶かした樹脂を金型から押出し、冷却金型に通して、形を決める方法です。その後はある程度の冷却距離を通過した先に引取機がある。製品は巻き取ったり、一定の長さにカットしたりする。
こちらは固化押出 肉厚の大型パイプもこの方法でつくります。
溶融押出の工程の内の溶融金型と冷却金型の関係について書いてみる。一番重要で、一番第六感が必要な場所です。ノウハウが詰まっています。見かけは、シンプルです。
先ず、引き落としとは、製品(冷却金型の隙間)の大きさと溶けて出てくる樹脂(溶融金型の隙間)の大きさの違いです。製品の大きさまで、溶融樹脂をどのくらいに比率で小さくするのかということです。例えば、求めるチューブの外径が10φとする。溶けてくる樹脂の外径を20φにするなら、2倍ということです。引き落とし率は半分です。40から10にするなら四分の一ですね。
大きい製品は小さくなり、1,3とか1.2などになるし、小さい製品は2とか極端なら10などになる場合もある。溶融粘度にも関係してくる。引き落としをし難い硬い樹脂は小さくなる、H-PVCは、時には1;1として、引き落としをしない場合もある。最も関係するのは樹脂の種類です。それぞれ特有の溶融物性(特に伸び具合)を持っているので、結晶性、非結晶性(ネットで検索してください)でも大いに考慮する必要がある。肉厚にも関係がある。
樹脂、大きさ 溶融粘度 厚さなどによって引き落とし率を決めるが、経験と噛んである。決まった引き落とし率はないし、数字で計算して割り出すこともできない。経験 勘 この仕事に向き不向きが。どうしてもある。
今まで作ったことがあるサイズで樹脂を変えて作ってみる場合は、今までの引き落としではできない場合も多いになるということです。






エアーギャップair gap正しい言い方かどうかは、知らないが、50年前からこの言葉を使っている。溶融金型と冷却金型の間のことで、どのくらい離すのかが主で、条件は引き落とし率を考える時と同じだが、それに、引き落とし率が増える。また、冷却金型の冷却方法や真空で引く状態にも関連してくる。
冷却金型を適当なエアーギャップの状態に調整できるような、構造になっていなければならない、その多くは冷却金型を取りつける水槽(或いは台)を求める状態にできる構造にしなければならない。
では、何ができるようにしなかればならないのでしょうか。移動可能、前後、左右、上下それと傾きです。それらのどれも、固定されていてはいけません。これらを変えながら、製品の状態を見ながら、OK品にするのです。勿論、経験を積めば、データを取ってあるので、それを参考にするが、スタートの時には毎回、調整をするのです。調整する箇所が多いので、順番も大切です。一か所を調整して、求める製品に近くなっても、他を調整しなければ、完全にはならない場合、どこをいじるか、次にいじった場所が適当でない場合は、折角OKに近かったのに、遠くしてしまうこともある。いくつかの状態をバランスよく、変化させて、少しずつ、寸法公差内に近づけたり、表面の状態を良くしたりします。
この作業は、担当者によって違います。与えられた装置(いといと調整ができる)で、求める製品を作った人は、いるのです。私は、常にその人でした。既に、出来ているのです。だから、その装置でできなければ、やり方が下手なのです。勿論、良品に持って行くため作業をやって見せます。本人、その通りに、やったつもりでもできていない、ということは、その通りにやっていないということです。しかし、中には、私のやり方の通りにやったつもりが、上手くいかなくて、自分のやりかたで、作ってしまう人もいる。それはそれでいいのです。むしろ、そういう人が、私の後継者になる可能性が高いのです。やはり、向き不向きがあります。不向きの人の方が遥かに多い。
私のように、何でも引き受ける成形屋は、また、水槽は、これも、樹脂によって、おおきさによって、製品の厚さによって冷却方法やバキュームの引っ張り方法が様々なので、その色々なタイプの金型を取りつけられる構造になっていなければなりません。
微妙 不向き 変化