
2019年現在、PT,TPR ENGNEELING INDONESIAで生産している、架橋HDPEチューブの話です。
一般的にPE-ライナーといわれている。車やバイクの様々な場所を小型モーターで、ワーヤーを引っ張ったり伸ばしたりして、コントロールするための、重要なチューブです。
PT.HI-LEXというタンゲランにある車やバイクの操作ワイヤーのメーカーです。日本では、ハイレックルコーポレーションhttp://www.hi-lex.co.jp/index.html(旧日本ケーブルシステム)からの注文である。タンゲランの社内で緊急用チューブの生産ラインを一台持っているが、大部分は日本からの輸入である。それを、現地調達に切り替えることになった。私に行きあえてそういうことになった。
残念ながら、今までやったことが無い。しかし、知った振りをしてやってしまうのが私。PT.AFMIのスタッフは全くどんなものかも分からないので信じきるしかない。客先も、私を疑うなどということはまったく考えない。信頼しきっている。
普通に架橋剤をHDPEに混ぜて、チューブを作り、アニーリングし架橋させるだけである。問題点は何も考えられない。
ただ、装置が無いだけだ。注文をして、装置はできているが、日本からまだ出ていない。二月中旬には出荷の予定が25日、まだ、出ていない。三月七日の出帆で二十五日にジャカルタのタンジュンプリオク港に着く。
金型の注文書が入ってしまい、客先からは、マスプロダクションまでのタイムスケジュールを要求された。4月1日エイプリルフールに試作の開始予定。ま、何とかなるでしょう、と、高をくくっている。
 |
 |
 |
そこで、一策を錬った、私がいなければこのことに関してPT.AFMIではだれも手をつけられない。都合があって私は3月20日~3月6日日本に滞在しなければならないことにした。事実、3月20~30日は日本へ帰っていた。
それを客先には理解していただいて、スケジュールも了解してもらった。4月15日までに全製品のサンプルを提出する。
このチューブだけでなく、POMのチューブも作らなければならない。同じ方法でできてしまうことを望んだ。
○ 装置のセッティング
着いた着いたと大騒ぎ、大勢集まって来た。固唾を呑んでドアが開かれるのをまった、ところが、中身は装置ではなく、マグネットバンドだった。一同、がっくり。そんなこともあって、
やっと、4月4日に装置が到着した。たったの三台、巻取機、水槽、引取機だけであ。それは、皆さん大騒ぎ。写真をバチバチ撮っていた。
PT.AFMIとしては、今まで見たことも無いような装置がやってきた。勿論、使い方など全く分からない。先ずは、設置することから始めなければならない。
落語のような話だが、結局、半田の針金で、楕円を矯正ししながら素引きでやることにした、これが一番原始的で、一番確実にあらゆるNGの要素をなくす方法であるというところに行き着いた。そして、ちょっと慣れれば誰でもオぺレーターなることが出来る。私である必要はない。
○ いつものこと
バイクの売れ行きが予想以上に好調なので、現在は量産に突入していますが、この仕事もそうだが、製品ができても受注までに必ず何かの問題が出て、寸法的にOKでも条件が後から追加される。今回は、チューブの厚さの公差が新たに示されたことでした。続いて出てきたのが品番が内径と外径の数字からなっているという話だったが、実は例外が何点かあって、サンプルを作った後で、受け入れ検査でNGと評価されてしまった。
こういうことには慣れているが、またかよと思う。客先にとっては間違いが初めてであっても私にとってはウンザリである。我慢である。
客先だけの問題ではなかった。こちらの会社の検査システムにも多きな問題があって、新入社員の製造の図面担当者が検査して、OKにしていた。QCの専門家がいない。機構から変える必要がある。
 |
 |
 |
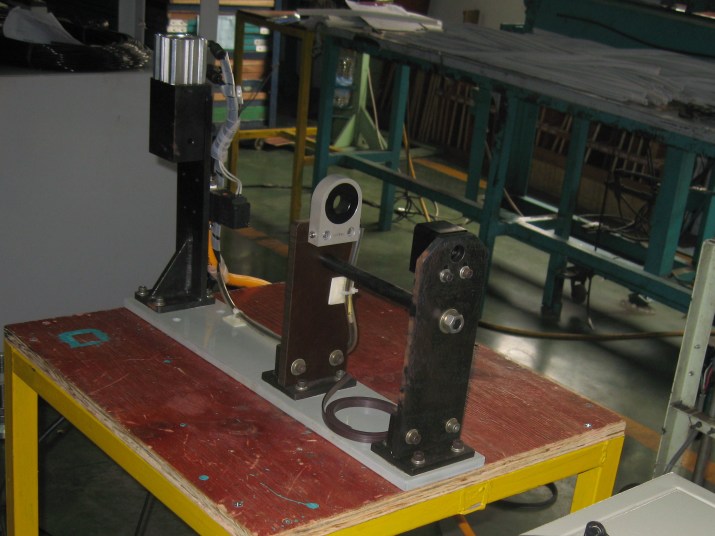
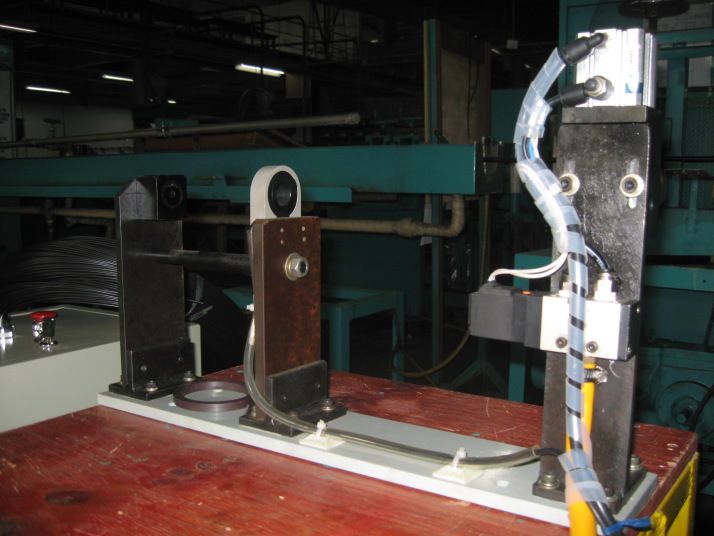
内外径径チェッカー
○ 内径検査装置
この時、内径の最小を保障するための装置、内径チェッカーを新規に作った。大きすぎるほうは外径のストッパーで検知することにし、内径には鉄のボールを入れて、マグネットで位置を固定する。製品の内径が小さすぎてその位置から移動した場合はセンさーで、警報を鳴らすとともに、巻取りを止めてしまう装置である。この保障はインドネシアでも当たり前になってきた。日本仕様ということである。一番小さなボールは1.4φを使う。
 |
 |
 |
日本平 2008-03-29
○ 押出機の操作が難しい
押出機はかなりの年代物、回転を確認するのにプーリを覗き込んで回っているか、どのくらいの回転数かを目視で確認する。また、PVC異形の金型のごつさにも恐れ入った。私が提供した金型と比較すると私のほうがかなり単純であることは一目瞭然である。