

今の会社は、既に利益が上がりだしていて、その利益金で、新規の金型や装置を買うことができるようになってきている。始めて、一年半くらいで採算が取れるようになった。二人の責任者に問題はあったが、これからは、今より順調に進むでしょう。設備の増設も客先の開拓も新工場への移転を機会にできるでしょう。
日本では、太田化工の時には、大儲けをしていた。こんなに儲かっていいのかなと思った。会社も個人も高額納税者で毎年、新聞に紹介されていた。毎年、全額会社負担で、東南アジア主体の海外旅行をしていたし、スキーや食事会すべて会社で費用を出していた。押出成形、特にエンプラ押出は経営が楽だと確信した。流石に、今は、日本国内が沈んでいるので、バブルの時のようにはいかないが、堅実な経営で落ち着いている。いい仕事を選んだと思う。後継者も30そこそこだったが、今は、50を過ぎている。私が社長を止めてしまった歳のころだ。
インドネシアに来た最初の会社、キタガワでは、本社からの注文が最初だったが、本社が日本国内の下請けから調達していた価格の60%の価格で、エッジングやグロメットを作り、500万円で買っていたものを300万円程売り、それだけでも、本社に大きな利益をもたらすと共に、押出部門としては十分な利益を出していた。そして、パラマウントベッドや現トヨタ紡織(当時、カデラ、アバ)、プラスチックボトルの上に着くポンプのコーノ、水槽のリマテクノ(ジェックス)、ブラインドなどのTOSOなどの現地企業からの依頼を受けて、常に十分な利益を出していた。そして、射出部門と押出部門の間接固定費は、どう見ても、5:1くらいだったが、2対1で利益計算をされて、赤字の射出部門を黒字にして、本社に報告していた。それでも、押出部門は黒字になっていた。なおかつ、射出部門は現地での注文は全く取れていなかった。唯一、イノアックという会社からの仕事をしていたが、私が営業に行っていただいてきたものでした。とにかく、私が指導し引っ張った押出部門は自立し、貢献をしていた。ただし、当時の本社常務とその派閥の現地社長は、私の存在が邪魔だった。
次に現在TPR東京ピストンリング(当時AFMI,アジアテックフジサワ)の手伝いした。冷蔵庫のガスケットが主でアスモのウインドーウォッシャーの液を送るチューブをいずれも軟質PVC、それだけをやっていた。誰でもできる簡単な製品で、10年以上になるが、ほとんど、利益無しの状態だった。キタガワより早く進出していたので、押出品の見積もり依頼は、いろいろなところから、来ていたが、出来ないので、断っていた。その内のいくつかは、AFMIに断られたと言って私に相談が来た。その後、私がキタガワでやってしまった。
そして、キタガワを出てから、中沢という社長に誘われて手伝うことにした。私が入ってから、先ず、サンヨー(今はハイアール)の冷蔵庫のトリムをPPで作り、ポンプの方の12ナイロンチューブも作った。そして、ハイレックスの車やバイクのコントロールケーブルの一番内側の架橋HDPEチューブをメイドインインドネシアに切り替えることに成功した。20年以上、日本から輸入していた難しいチューブを私が、作ってしまったのでした。現在、親会社が代わって、本社関係の仕事もやっているようだが、私が作った製品で、コンスタントに利益を上げている。インドネシアの車とバイクの殆どは、私が最初、作ったチューブでいろいろな、コントロールをしているし、この会社に利益をもたらせた。しかし、この会社の社長に嫌われて、追い出された。理由は、私に乗っ取られるという疑心暗鬼と彼の汚職を私が明かにし、それを、やめさせようとしたからでした。原料の価格を相場より高く、買い続けていたし、私が、交渉しようとすると、それをさせなかった新製品の原料手配は私がしたが、購入価格を決めるのは、その社長さんだった。高く買って、太田さんの仕事は利益が少ないと、公言していた。ここでも、私は、邪魔な存在になっていたし、整理ができないでいるキタガワの居残り社長とこの会社の社長、ダメ同士が意気投合してしまっていた。
私が抜けさせられてから、キタガワが、押出の仕事がでたらめになり、客先と、まともな話ができなくなり、その上に、パスルアンのヤマハから受注した製品が、どういう分けか、製品の原料価格で製品の見積もりをしてしまっていて、それに、気が付かず、大損をしながら生産していて、それに気が付かないまま生産を一年ほど続けた後に気が付いた、今更、値上げをできない状態になり、射出の方も親会社からの受注がほとんどで、インドネシアにいる意味がなかった。私は、インドネシアに進出した時から、担当の日本人の動きをみて、インドネシアに進出の意味がないと思っていた。そして、当時のDV平野社長の能力では、運営が無理だと本社が判断し、撤退をすることになり、その押出部門装置と客先を私が居たAFMIに譲渡をした。私が結局、やることになった。例のヤマハの仕事の価格を見て、びっくりした。明らかに、小数点の位置を一ケタ間違えて、見積もりを出してしまっていた。シボ加工を連続でする装置の償却費、加工費、それらは、元の製品の三倍以上の価格をプラスしなければならない、また、輸送中に傷がつかないように厳重な梱包を一つひとつする。そして、スラバヤの南、パスルアンに送る、それらの費用も製品より高い、そのうえ、生産の直接、間接固定費もない価格になってしまっていた。まともではない。そういう、そういう人たちなのでした。引き受けた時に、キタガワにあった在庫がなくなった時点で、この仕事は断った。
また、受け入れた汚職の中沢社長さん、本当は、頼りにしなければ、まともな製品ができない、キタガワからの従業員の受け入れ条件が、従業員と話しあうことなく、キタガワの社長と二人だけで決めてしまい、就職先を紹介したということで、退職金も、通常より少なく抑えてしまった。私が育てた従業員、文句たらたら、当然、私を頼ることになる。こんな会社にいたくないと言い出した。当然だ。
私が、その直後、首にされたと同時に、10人以上の私の教え子も止めてしまった。当然、AFMIのオペレーターでは、キタガワから来た仕事はできない、まともな製品ができない。客先が困ったことになった。
ダメな日本人が、全てをダメにしてしまう。そんな状況を解消するために、キタガワの教え子たちと私が開発した客先を救うために、資金を提供して、彼らに、押出の会社を作らせた。3000万円程出した。それが、マクタという会社でした。パラマウントベッドやコーノ、トーソーなど、すぐ私に注文を出した。すぐに、納品を始めた。一年も過ぎないうちに、適正な利益を上げた。
そのすぐあと、南部化成の佐々木社長さんから頼まれて、キタガワの跡工場を買い取る手伝いをした。ところが、当時の跡工場は、まだ、売りに出せる状態になっていなかった、というのは、撤退に必要な手続きがなかなか進んでいなくて、装置を売ったり、くれたりして,仕事をしなくなって2年過ぎているのに、まだ、だめ平野社長と秘書の女性と運転手だけが残って、いつ売れるようになるか分からない状態だということが分かった。その背中合わせのオリエンタルという会社がすぐに撤退できることが分かって、そちらを買収し、直ぐに、マクタの装置と人をPT,NANBUに入れて、いち早く、操業をし、その部門は最初から利益を上げた。当時、マクタを2500万円程で買ってもらい、私も2年契約で手伝った。その間、本社のテクノセンターで、技術指導や開発で手伝った。その間に、キタガワの跡地をがやっと、整理がついて売れるようになったので、ナンブの第二工場として、買った。
インドネシアでは、まだまだ、私でなければできない仕事が一杯あるので、インドネシアで仕事をしたいと思っていたところ、アスカの社長から、社内でやってみないかという話があり、資金や装置を貸すことにし、中で仕事を始めた。これが、私の間違いでした。製造業の経営を知らない上に、人の使いかたも知らない人とだったことがすぐにわかったが、手遅れだった。利益を上げる環境ではないことがはっきりしたので、押出部門を売りに出して、共同経営にすることを提案した。これが、その社長の本性を明らかにすることになった。それまで使ったお金の全部、私の責任だと言い出し、それを返さなければ、出てゆかせないと、いい出した。一年後には、売り上げは。損益分岐点に達していたが、その佐藤忠二社長さん、法外な間接固定費を被せてきて、今のすべての製品は大赤字で見積もりを出していると言い出した。話にも何もならないが、客先と従業員を人質のようにし、事業譲渡をしても、私から借りた借金は、返さないといいだした。それまでに、アスカが使ったお金は全部、あなたの責任だから、というわけだ。ダイレクターだから、全部お前の負担だというのでした。それでも、この会社にいたのでは、蟻地獄に落ち込んでしまうので、とにかく、抜けることを最優先にした。900万円程は,踏み倒されたままだ。
そして、今の会社としてエンダンさんに買ってもらうことになった。この会社にも500万円程、貸して、創設の援助をした。エンドオタという会社名になった。
それにしても、私のアドバイスを聞いて、一年ほど待てば、波風立たずに、もめることもなく、配当を受け取れる状態になっていたのに、ダメなものはだめでしょうね。他人を利用してうまい汁を吸おうとする人は、一時的に成功しるかもしれないが、長続きはしないし、必ず、しっぺ返しがある。その後何度か、返すようにお願いしたが、知らん顔、裁判や調停に持ち込めば勝に決まっているが、支払い能力がないのでしょうから、意味がない、無駄なことですね。私から得たお金はとっくに無くなってしまっているうえに、他に抱えている借金も返す目途が立っていないのだから。
そして、今の会社に、移って、仕事を始めた。二人のリーダーに任せたが、いずれも、知らなすぎるし、会話が成立しないし、連絡もしない、これでは、客先やサプライヤーに迷惑をかけるばかり、そして、仕方なく、責任者が育つまで、ダイレクターとしてやることになった。
私が手伝った会社でも日本人は、総じて、能無しの上に、妬みが大きく、私をおだてて、私をうまく使うという能力がないので、余裕がないので、自分より、本社や従業員からの評判がいい私の存在が気に食わなくなるようだった。その点、今の会社のインドネシア人女性コミサリスは、今まで、付き合ってきた同じ会社の日本人上司?とは、趣が違い、初めての経験になっている。そう、長い付き合いになるとは思わないが、引継ぎをうまくできればいいと思っている。
この、約二十年間の間、押出成形の技術指導とその部門の利益と客先への製品提供ということで、いろいろな、場所や人の手伝いをして、結果を出してきたと思う、その場所に、迷惑をかけたことは一度もなかったと思っている。一方的な貢献をしてきたと自負している。しかし、日本人と関わると面倒なことが多かった。威張りたがる日本人が多かった。陰でこそこそやる日本人が多かった。だから、日本人個人に対しては、私は正義の味方として、言ったりやったりしていることが、貢献どころか、足を引っ張り、邪魔な存在になってしまっていた場面が多かった。会社や従業員に貢献することが、彼らにとっては、目の上のたんこぶになったのでした。そして、アスカについては、呆れるばかりですが、もう、こだわるのは、やめようと思う。ただし、私のようなことにならないよう、気をつけましょう。
インドネシアでの押出製品のPVC以外のほとんどは、私がたちあげた。今や車、バイク、家電、その他、
KITAGAWAの初代社長は、トヨタ出身だった。太田化工でも何種類かやっていますが、インドネシアでは国民車的なキジャンに使われているため大量に生産する話があったのが1996年でした。日本から輸入していたものを国内調達に替えたいということから始まった。図面はPVCでした。これをPPでという。PVCなら、インドネシアでも東南アジアでも作れるがPPでは確実に出来るという返事が無かったし、トライさせても満足出来るものが出来てこなかったらしい。
そこに、私が現れて、簡単に出来ますよと言ったし、場所は近い,最初はプロガドゥンだったが、現在は隣が納品先になっている。お互いにこんな便利さは無い。直ぐに話は進行した。
ただし、遣われ出すには二年半の期間が掛かる。車関係はそんなものだ。キジャンの場合5〜6年間隔でフルモデルチェンジをするので、その3年前ぐらいから、新しい部品の図面が出始める。それがスタートになり、量産の半年前ぐらいに数量や納品日程が決定になる。価格を問題にしなければ5〜6年間安定してフォーキャストが入るので計画生産ができる。
![]()
 エピソード 1
エピソード 1
話しが始まって二年くらい経過した時、何種類かの製品が出来上がり出し、順次OKが客先からでていた。三年の契約が終わり、私は指導した日本人の若者に引継ぎ、後を任せた、もうそれほど難しいことはないからだ。ところが、一年後、呼び戻され再赴任した時、幾つかの問題が待っていた。待ち構えていた若者白井君にとっては厄介な大きな問題だった、ストレスがかなり溜まっていた。そして、その若者は、普通より、ストレスが溜まりやすい人間だった。「太田さんが来たからには、もう私の責任では有りません、太田さんの責任になりましたから、全部何とかしてください」とあからさまに言われた。私の子供のような、かつて指導した若者からこう宣言された。気の毒に思った。
私にとってはストレスになるような問題ではなかった。淡々と計画的に片付けていけばいい問題だった。ただ、客先や原料屋と険悪な状況になっているので修復しなければならなかった。それに三ヶ月ほど必要だった。
その一つが、この、トリムシートの話しが止まっていた。私が帰国する時にはほとんど客先のOKが取れていたが帰国直後、客先からクレームが付いた。図面通りに作ってOKがでた製品のうち、一種類、現場で組み込みの時、不具合が生じた。呼びつけられて「こんな使えない製品を作って持ってきても困るだろ、直ぐ、作り直してもってこい」と客先の責任者から言われたとか、本人、カッとなって、金型を作り直さなければならないので、金型代の見積もりをだした。OKが出ない。その後何回も製品の催促があったが、金型代を払わないから知らん顔をしていたと言う。半年以上、ストップしたままだという。客先からも呆れられて、音沙汰がなくなっていた。
そこで、客先の責任者に再赴任の挨拶方々、現状を聞きにいった。その人、口の利き方が乱暴、車関係の会社の購買の人は結構、辛らつな口をきく人が多い。「お宅、やる気が無いんじゃないの、もう、PVCで他にまわす事にしたよ、もう遅いよ」といきなり言われた。「S君、あれじゃ、だめだよ」とも言われた。結構、逼迫した状態だった。もう一週間遅れていたら、完全に切られているところだった。とにかく謝って、金型代はいりません、修正して、一週間後の試作品を納品します。一週間待ってくださいとお願いし、OKが出た。
そのことを白井君に話した。そして、君が何とかするようにと話した。本人、そんな約束した事も含めてなおカッと来たので、断ってきた。それなら、私がやってしまうがそれでもいいか、と、けしかけた。「そんなに言うなら、やりますよ」と、カッカとしながら承諾した。完全に、むきになって、一週間で客先が使える製品を作ってしまった。怒りながらやればできる事がわかったことだと思う。そして、白井君本人に客先へサンプルを持って行かせた。OKがでて、ほかのOK品とともに、間もなく、量産が始まった。半年以上前に、黙って客先の言う通りにやっていれば、また、そういう余裕があれば、何の問題も、誰も怒ることなく、済んでしまっていたはずの事でした。出来るできないはこういうことである。
その後、図面の改定はされず、5年も寸法が図面と違う製品を納め続けた。受入検査をしないのだ。毎年、優良賞をもらい続けている。
次のモデルチェンジの時、また同じ形の製品と使えない図面がセットになって見積もり依頼が入ったので、こちらから改善提案書を提出し、やっと、製品と図面を一致させてもらった。
エピソード 2
この製品の原料の事、件の白井君、客先と原料メーカー両方とも、もめている両方とも怒らせた。
試作でOK製品を作った時の条件を標準にした。量産になって入ってきた原料ではOK製品が出来ない。彼はよーく考えて、結論を出した。試作の時の原料の溶融粘度(MI)と新しい原料のMIが違うと。そこで、原料メーカーに一回目の原料と同じMIの原料を作るようにクレームを付け、納品の時、MIのデータを要求した。メーカーは早速、要望に応えて、納入してきた。しかし、その原料も一回目のMIと違っていて、製品が出来なかった。S君、怒って、MIの標準値と公差を求めた。その上、最高と最低のMI値の原料を作ってサンプルとして出すように要求した。原料メーカーは困ってしまった。その要求には応え難いからである。そこまでの能力も余裕もないし、何より白井君の高圧的な言い方にカチっときていたからである。なかなか、原料が入らない。そのうち、客先から、納期の約束の要求が頻繁に入りだした。S君、納期を約束できない。言い訳は、原料が入らないから、原料メーカーに文句を言ってください,だった。いつまでたっても納期がはっきりしないので客先も怒り出した。
結局、三者が怒ってしまって、袋小路に入ったままになってしまって二ヶ月過ぎたと言う。
客先から、私に直接、相談が入った。原料メーカーからもどうにかならないか相談が入った。その後の話は二日後には解決させた。温度条件を20℃変えた、だけである。全てが丸く収まった。しかし、白井君の心境は察して余りある。私が、簡単に解決し、全てを丸く収めたことが、気に入らない。
身の回りにいる、日本人、私より若いが、私の技術指導の対象だったり、会社の責任者だったリスののだが、総じて、私が旨くやってしまうことが気に入らないのだ。恨んだり、いじめたりするのだ。
様子を見て最適条件に変えるということはそれが標準である。温度条件は30℃以上変えることもある。
「標準はあくまでも目安であって、絶対ではない。五感で感じた状態が絶対である。」何度も口をすっぱくしていっているのに実際はなかなか対応できない。
白井君の能力や性格に問題があるが、私がいなければ、彼の主張はもっともだと納得する人も多いと思う。無知同士が意気投合してしまうと、知っている人は疎外される。そこが問題である。
北川の平野とTPRの中沢が典型だった。
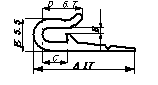
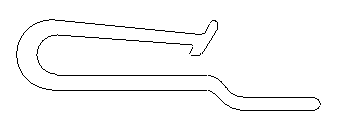
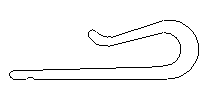
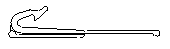
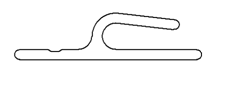
○ トリムシートコーナーなど
車のシートやヘッドレストのカバーは布やレザーをどんな方法で包まれているのかご存知ですか。こんな形をしたPPの押出品をフックのように使っているのです。断面を見ると薄くなっている部分があります。そこにシートをミシンで縫い付けています。色は自然色と黒です。長さは色々10mm〜1m以上があります。車の部品ですから、何種類、何本でもカンバン納入です。
車の部品価格
車の部品の価格で、大きな問題は、決め方のからくりである。大元のメーカーが下請けから搾取している。見積もりはUS$で決定するが、支払いは現地通貨でおこなわれる。その、レートは支払い側が3ヶ月毎に通告してくる。下請けは、それに、文句を言えないことになっている。そして、どう見ても実質レートより受け取り側が不利なようになっている、また、次第に、その差が大きくなってゆく、明らかに、自動的価格の引き下げである。日本では半年に一度自動的に5%ほどの値下げの通告があると聞いている。5年後のは赤字になるので、最初の価格はそれを見込んで決定させるように頑張った。
外国では、値下げ要求が無い代わりに、レート換算で値下げをさせられる。
![]()
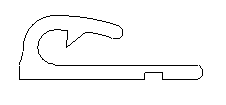
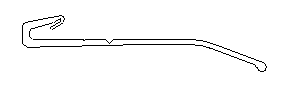
気を使うこと
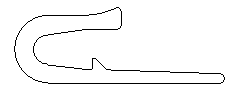
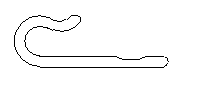
これらの製品で気を使うところ、検査のツボは、曲がりというかそりと言うかと、開き具合である。ブロックPPなので、比較的やわらかい。生産後も変形しやすい。検査が難しい。ゲージを使って開きを検査するのだが、ぎりぎりのところは感覚で違う。検査する人によって結果が違う。こういうことをQCや検査部門は承知し、理解し結果を出さなければならない。そして、その結果に責任を持たなければならない。同じ、プラスチックの成形でも、射出と全く違うところだ。
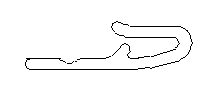
冷却金型
PPは製品の収縮率が大きい方だ。また、ブロックPP製品の寸法が動かなくなるのは早くて一週間ほど掛かる。製品の中で一番寸法の大きい部分、例えば幅、の隙間を大きくしておかなければならない。どの程度かというのは、試作をしながら決める。開き具合も同じで、必ず大きく閉じてしまうので、大きく広げておきます。後で修正する場合が必ずあります。その場合でも、修正方法は自分たちで工夫します。工夫できなければNGが増えるばかりである。
トヨタボウショク フジシート テーエステックこれらの会社ヘの車のシートやヘッドレストのトリムやフック全てで、今や私の技術を使い、弟子たちが製造をしている。