

PVCのプロファイルを作るのはこの仕事に携わって46年、今回が初めてだった。きっかけは、南部化成のテクノセンターで顧問として仕事をするようになったのが2011年7月1日でしたが、その9月に、私に、この製品を作ってください、難燃が必要なのでPVCでやってほしい、云われた事でした。PPでやらせてほしい、といったが、価格が高くなるから、PVCでと、また言われてしまった。
価格的に比較するのに、比重の事を考えれば難燃V0PPの価格が1.5倍でもPPの方が製品として安くなる。だから、PVCの方が安いというのは間違った意識だし、環境問題を考えれば絶対PPの方が客も歓迎するはずである。しかし、私が売るわけではないので、気が進まないが、やってほしいということに、出来るかできないか答えるしかなかった。毎度のことだが、やりましょう、と返事をするしかなかった。全く、PVCについては経験がないとはいわないままでした。
この会社では何十年もPVCの製品しかやっていなかったくらいに、PVC成型のベテランが大勢いる。其の中で、全くPVCの成型について知らない私が取り組まなければならない羽目になり、社内の目も気になった。とは云え、軟質PVCと硬質PVCのこのような製品を自分でやってみたいと、名乗りを上げるような人材もいない事情もこの会社にはあることを感じていた。
 |
 |
 |
 |
 |
じゃ、デメリットは?1 三種類を一つにするということはその三種類の一番大きな寸法に合わせなければならないので、本数が同じならボリュームは大きくなってしまう。勿論、これだけでも価格は高くなってしまう。2 製品の重量も増えるのでそれでも価格が高くなってしまう。3 軟質PVCを部分的に使って丸めこみやすくしてあるが、それは結束力を小さくしていることにもなる。4 生産速度は遅くなる 5 二種類の原料を使っているので、一般的には不良品を粉砕して再利用することは出来ない。これも価格が高くなる要因になる。
で、なぜ、この製品を作らなければならないの、という疑問を引きずったまま、試作をすることになる。
 |
 |
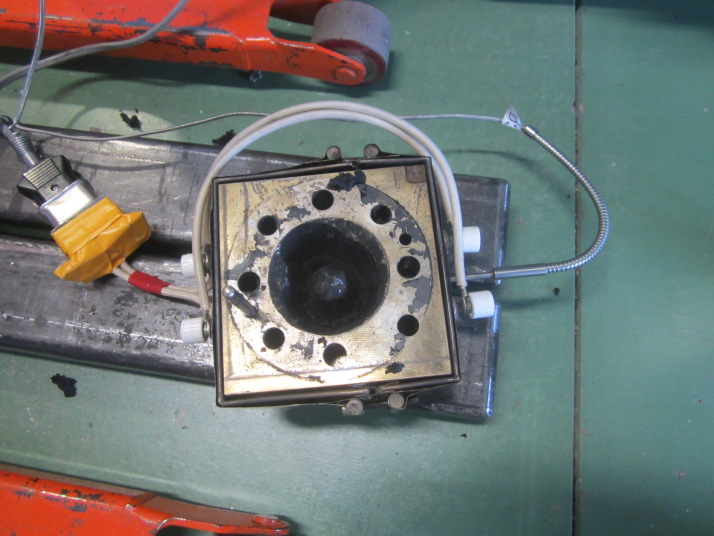
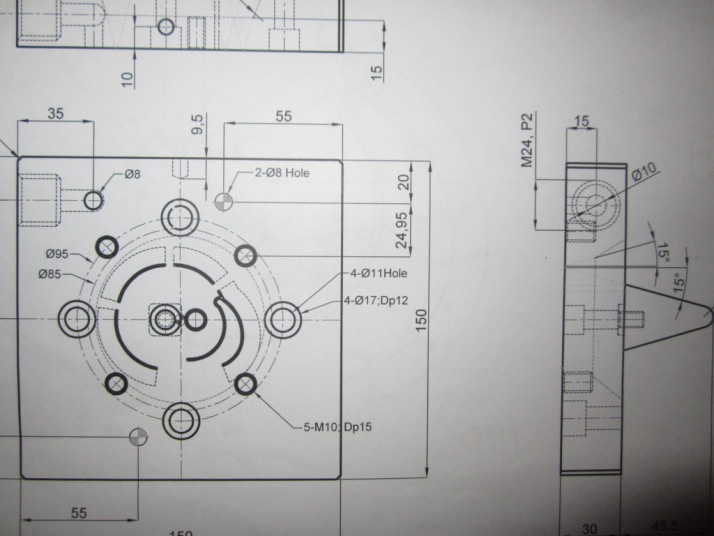
金型製作、私の金型の取りつけ方なら、金型本体だけを作ればいいのだが、この会社の取りつけ方に合わせるために余分なアダプターを使わなければならなかったので、金型費用は予想以上に高くなってしまったし、熱が掛る時間が長くなってしまうようになってしまった。樹脂が出てくるまでの道が長いため、余計な原料を使うし、分解もしやすくなる。こんなことはPVCの経験がなくたって当り前に知っていることである。ごつい金型になってしまった。あたかも、この会社の伝統的な大きくて重い金型になってしまった。もう一つ私の無知でいい加減に考えていたことがる。PVCの分解がこれほどヒドイとは考えていなかったことである。PVC以外、今迄経験した樹脂は溜まる場所が少しくらいあっても分解を考える必要がなかった。
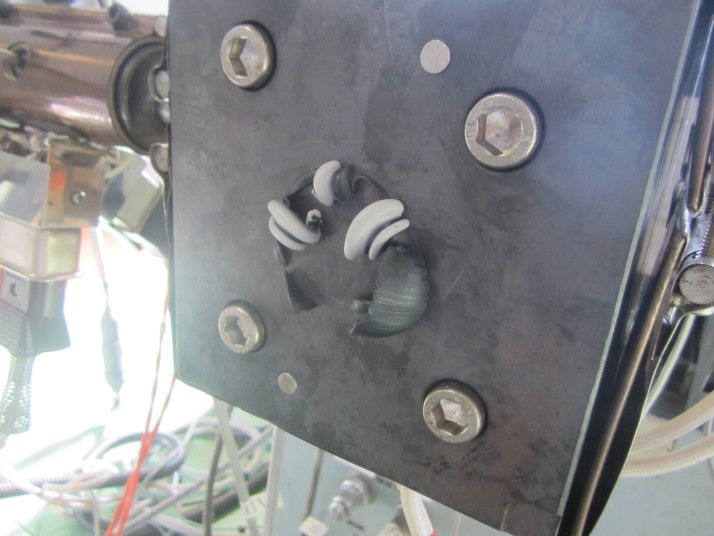
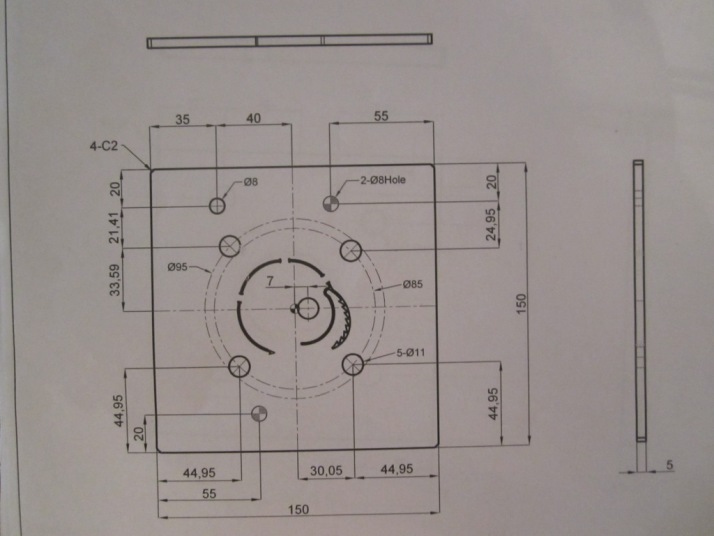
インドネシアと掛け持ちで仕事をしていると、試作も連続では出来ない。1月の試作で、うまくいかなかった部分を修正して次の機会にやるというスタイルだった。2月一杯インドネシアにいる間に、自腹で金型を作った。それまでの金型はごつ過ぎて気に入らない部分だらけだった。ちょっとくらいの修正では意味がない。全てを私のやり方で金型を作った。金型の重量は最初の三分に一になった。だから、金型の材料費も三分の一で済んだ。簡単に修正できるように一番安い材料にした。これが成功でした。金型の基本的なスタイルは間違いなかった。分解場所がまったく無くなり、ひっかかり安い箇所が無くなり、分解して、塊になり、隙間にひっかかってしまうことも無くなった。
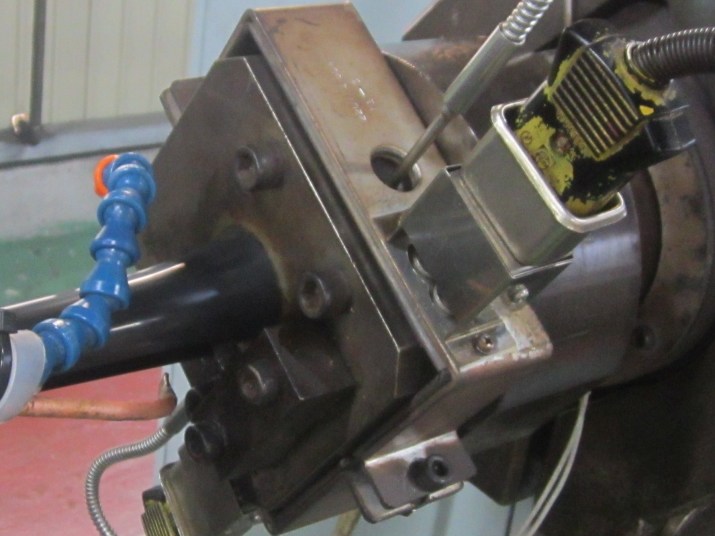
そうなれば、こっちのもの、これらは、PVCに関係なく、何十年もやって来たことである。それに修正を加えていって完成品まで持って行くというだけの事でした。いつものように隙間を広げたり狭めたり、薄くしたり厚くしたりを繰り返し、求める寸法に近づけた。冷却方法は水や空気を掛けることバキュームで引っ張ること、また、それぞれの場所を変えること、冷却金型と溶融金型の距離と傾きを色々変えてやってみること。100%シックスセンスの世界で私が得意とするところ。一緒にやってくれた若者にその手法を見せることが出来たと思う。
 |
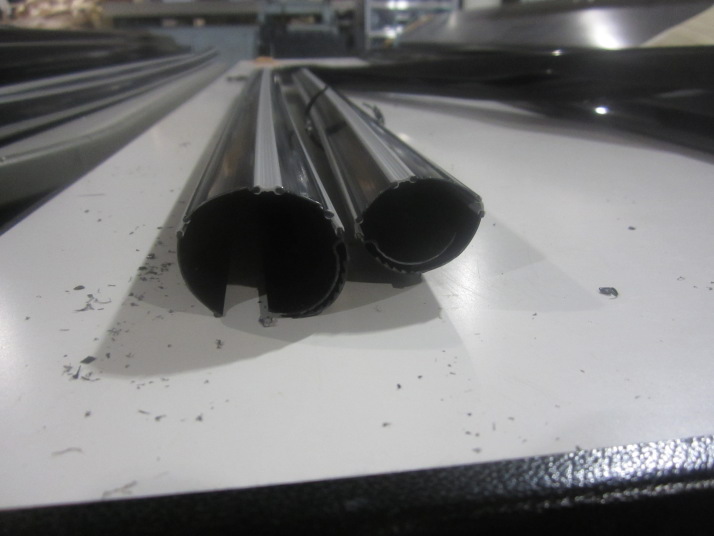
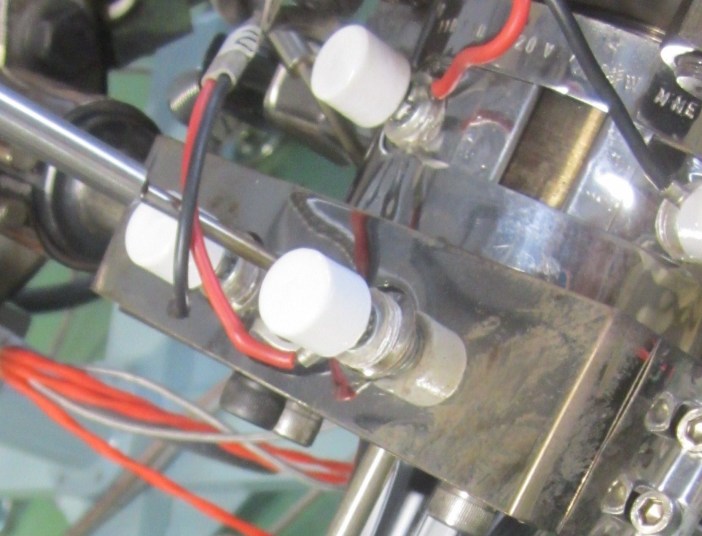
そして、40何年この仕事をしてきて、全く見向きもしなかった。そしてまた、手を出したいと思わなかった、手を出したら駄目だと思っていた、PVCのプロファイル、それも軟硬質二種類を同時に押し出す、一般に言われる二色成形というおまけ付きの製品を完成させることが出来た。
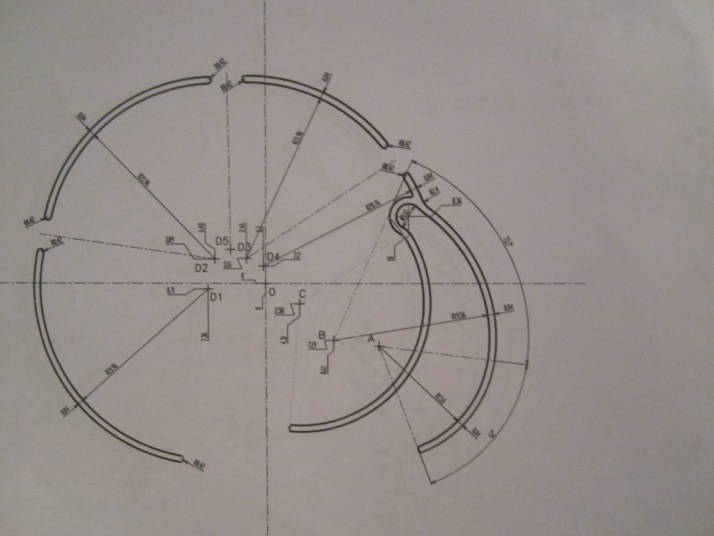
特に面倒だったことは、三か所の軟質PVCの量を均一にすることでした。これは、勘で通り道を広げたり、狭くしたりするしかない。先端の矢印の大きさ、各硬質部分のR、あちらお変えればこちらが変わってしまう。忍耐が必要。もう一つ、全体の肉厚が同じで、一部,ぎざぎざのところだけ、厚くなっている、それに合わせて隙間を作ったが、その通りには出てこない、当然ながら、調整が面倒だった。
 |
 |
 |
 |
 |
 |
 |
この会社にはこんなに薄い小さな金型を作るなどということを思いつく人はいないでしょう。そして、軟質と硬質PVCをくっ付ける方法も独自の思いつき出した。そういう方法を使った金型はこの会社にはない。よい方法だと認める能力がある人もいないでしょう。いつかそのやり方が他の製品に、適応されることはないでしょう。もしあるとすれば、一緒に手伝ってくれた若者が試作を任せられるようになってからのことでしょう。彼はメリットを感じたと思う。
金型図面を示すが、最終のものではなく、秘密保持の観点から、肝心なところは欠いてある。と、ここまでやったところで、この会社から出た。自由をほしかったからです。
 |
 |